A multi-actuator pneumatic system may use many logic functions in its associated controller for obtaining a sequence of work operations. The sequential steps can easily be realized in a modular fashion using step modules. A step module is a unit designed as per the functional requirements of each step of the control sequence.
As you are aware, each step in the control sequence of the controller has a similar logic structure except for the last step in the sequence. Accordingly, two (or more) types of modules are available in the market. They are (1) the basic step module and (2) the module for the last step.
A step module generates an output signal in response to a sensor signal representing the completion of some work operation and a representative signal from the previous module. The output signal of each module controls the operation of the associated actuator. Several modules can be integrated to obtain sequential output signals to control the system actuators in response to input signals from the system.
Step Modules
The basic step module consists of a 3/2-way valve (memory valve), 3/2-way single pilot valve (AND element), and OR element as shown in Figure 1(a). The step module for the last group also consists of similar components, but has a different layout, as shown in Figure 1(b). The pressure connection is given at the input P.
Figure 1 | Step modules
The memory valve in this step is set with a signal (Yn) which is directly available from the Yn+1 of the previous stage in the sequence. An output signal (A) is then generated for the control of the associated actuator in the step. The output signal is also used to reset the memory valve of the previous stage through the port Zn.
The motion of the actuator then causes the relevant sensor to sense. The sensor directs the sensor signal (X) to the pilot port of the AND element and causes its actuation. This actuation causes the generation of the signal Yn+1 and that sets the memory valve of the next step. The memory valve of the present stage is reset by the output of the memory valve of the succeeding stage through the port Zn+1.
Initialization of the step module is carried out by applying a signal at the port marked as ‘Initialization’. In the basic step module, an OR element is used to reset the memory valve of the step module using signal Zn+1 or the signal of the initialization process, as shown in Figure 1(a).
In the step module for the last group, an OR element is used to set the memory valve of the step module using signal Yn or the signal of the initialization process, as shown in Figure 1(b).
Stepper Sequencer
The step module is the fundamental element in the sequencer. The sequencer must consist of as many modules as there are steps in the cycle. These modules are connected one after another. The modular sequencer provides control to each step of the machine operation and receives the corresponding feedback signal.
Circuit Design for a Stamping System
Control Task 1 | Stamping System
The stamping operation uses a job positioning cylinder 1A and a stamping cylinder 2A. The job positioning cylinder extends and brings a job (work-piece) under the stamping cylinder. The cylinder 2A, then, extends and stamps the job. The cylinder 1A can return only after the cylinder 2A has retracted fully. A pneumatic control circuit has to be developed for realizing this control task using a stepper sequencer.
Solution
The notational form of representation of the control task is given in Figure 2.
Figure 2 | Notational form of representation of the problem in the control task 1
Figure 3 | A circuit for the control task 1 using a stepper sequencer
A detailed explanation of the stepper sequencer concepts with circuits in multiple positions is given in the book ‘Pneumatic Systems and Circuits -Advanced Level’ (Paperback/hardcover/Kindle eBook versions) authored by Joji Parambath and published through the Kindle Direct Publishing.
Many books (37 Nos) on Pneumatics and Hydraulics in paperbacks, hardcover, and Kindle eBook formats authored by Joji Parambath are published through the Kindle Direct Publishing platform for systematic and quick understanding of the subject of Pneumatics and Hydraulics.
Pneumatic Systems and Circuits -Advanced Level
Joji Parambath
The book explains the development of multiple-actuator circuits using cascade and shift register methods.
Pneumatic Systems and Circuits -Basic Level (in the SI Units)
Joji Parambath
The book describes the topics of compressed air generation and contamination control, pneumatic actuators, and control valves, in detail, in the SI system of units respectively.
Many single-actuator control circuits are presented. Further, the book presents the maintenance, troubleshooting, and safety aspects of pneumatic systems.
Industrial Pneumatics – Basic Level (in the English Units)
Joji Parambath
The book describes the topics of compressed air generation and contamination control, pneumatic actuators, and control valves, in detail, in the English system of units respectively.
Many single-actuator control circuits are presented. Further, the book presents the maintenance, troubleshooting, and safety aspects of pneumatic systems.
Design of Pneumatic Systems (In the SI units)
Design Concepts in Pneumatic Systems (In the English Units)
Joji Parambath
Are you looking for a course on Pneumatics and Hydraulics?
Please visit Fluidsys Training Centre Pvt. Ltd., Bangalore, India. https://fluidsys.in
This article is the third part of the following three-part series of articles:
Filtration and Drying Principles in Pneumatic Systems
Filtration Principles in Hydraulic Systems
Filtration Principles of Pneumatic and Hydraulic Systems: A Comparison Study
The filtration principles of pneumatic and hydraulic systems were given in the previous articles. The third part of the three-part series of articles on filtration principles in fluid power systems attempts to make a comparison of the filtration principles, as given in Table 1. A comparative study of the filtration principles would bring out the essential similarities as well as differences in the filtration principles and would provide an overall view of the subject matter.
Table 1 | A comparison of the filtration principles in pneumatic and hydraulic systems
Parameter
Pneumatics
Hydraulics
Medium of energy transfer
Compressed air
Oil
Contaminants
Particles, moisture, oil, +
Particles, chemical contaminants, moisture, air, +
Effect of contaminants
Abrade surfaces Corrode internal parts Reduce functionality and service life of components
Abrade surfaces Corrode internal parts Reduce service life of oil
Cleanliness standards
ISO8573
ISO 11171 & ISO4406 NAS1638 SAE AS4059
Particle removal
Filters
Filters, Magnets
Moisture removal
Dryers, Filters
Vacuum dehydrator
Oil (air) removal
Coalescing filters Adsorption filters
Air bleeds Diffuser (Baffle screen)
Filter types
General purpose filters Coalescing filters Adsorption filters
Pneumatic and Hydraulic Books authored by Joji Parambath
37 books in Paperback and Kindle eBook versions on the subjects of Pneumatics and Hydraulics, authored by Joji Parambath, have been published under Fluid Power Educational Series. Joji Parambath is a trainer in the field of Pneumatics, Hydraulics, and PLC, for over 25 years. All the books are available at Amazon marketplaces.
These books deal with pneumatic system components and circuits. The fundamentals required to understand the core topics are given initially. These books describe the topics on compressed air generation and contamination control, pneumatic actuators, and control valves, in detail. Further, these books present the maintenance, troubleshooting, and safety aspects of pneumatic systems. Many single-actuator pneumatic circuits are given in multiple positions. Many critical positions of pneumatic single-actuator circuits are given to make the reader understand the control circuits easily.
These textbooks deal with the components and circuits of hydraulic systems. The fundamentals required to understand the core topics are given initially. The book describes the topics on hydraulic fluids, filters, power packs (reservoirs, pumps, pressure relief valves) hydraulic actuators, directional control valves, flow control valves, pressure control valves, fluid conductors, and accumulators, in detail. Further, the book presents the maintenance, troubleshooting, and safety aspects of hydraulic systems.
These books explain the basic principles of hydrostatic transmissions. The concepts of open-circuit and closed-circuit HSTs are explained in the book. The topics also include configurations, advantages and disadvantages, and applications of HSTs.
These books enlighten the details of components required for load sensing systems. The operation of load sensing systems in their various operating modes is described in a simplified manner.
The book ‘Electro-hydraulic proportional valves’ explores the technology used in proportional valves. The book also describes the construction of electro-hydraulic proportional valve systems, the details of various types of control elements, characteristics, and applications of proportional valve systems.
The book ‘Electro-hydraulic servo valves’ describes the technology used in state-of-the-art servo valves. The book also describes the construction of electro-hydraulic servo valve systems, the details of various types of control elements, and the applications and characteristics of servo valve systems.
These books explain the functioning of solenoid valves and various electrical control components such as pushbuttons, electro-magnetic relays, limit switches, reed switches, proximity sensors, electronic timers, and counters. The development of many typical single-actuator and multiple-actuator electro-pneumatic and electro-hydraulic circuits are also separately explained in these books. Many circuits are given in multiple positions for a quick understanding of the working of each circuit.
This article is the first part of the following three-part series of articles on filtration:
1. Filtration and Drying Principles in Pneumatic Systems
2. Filtration Principles in Hydraulic Systems
3. Filtration Principles of Pneumatic and Hydraulic Systems: A Comparison Study
A pneumatic power system transmits the power in a controlled manner using a compressed air medium. Remember, the medium links all the components in the system. Compressed air can be used in a range of applications/industry segments, including machine and plant construction, metal production, textile, rubber, plastic, and chemical industries, pharmaceutical companies, food production, dairies, foundries, etc.
Contamination
However, the compressed air medium is susceptible to various types of contaminants, like solid particles, moisture, oil particles, etc. The solid particles can be very fine or coarse. The moisture can be in the vapour form or liquid form and the oil particles can be in a fine liquid form (aerosol) or vapour form (hydrocarbons). These contaminants can enter the system through the intake air or generate internally due to abrasion, corrosion, etc.
Effect of Contamination
Contaminants are harmful to the components of a pneumatic system. They tend to reduce the functionality and service life of components. The removal of contaminants from a compressed air medium can prevent costly breakdowns and production downtime. It can also keep maintenance and repair costs to a minimum. Therefore, the fluid medium must be kept in a clean state to protect the components and system.
Critical Issues in Compressed Air Medium
The following three concerns must be addressed to maintain the system compressed air medium in a perfect working condition:
(1) What are the harmful contaminants present in the system?
(2) How to remove these contaminants?
(3) How much of the contaminants must be removed for the satisfactory operation of the system?
Also, there exists an international standard ISO 8573:2010 to specify contaminants and define quality classes of compressed air. The end-users, manufacturers, or any other stakeholders can take advantage of the standard.
ISO 8573: Contaminants and Purity Classes of Compressed Air
The standard ISO 8573 consists of nine separate parts, with part 1 specifying the types of contaminants and quality requirements of the compressed air.
The standard ISO 8573-1 specifies the three types of contaminants for a compressed air system. They are: solid contaminants, water, and oil particles. This part of the standard also specifies purity classes of compressed air with respect to particles, moisture, and oil.
For each of the three types of contaminants specified in part 1, the standard defines purity classes based on the maximum amount of the related contaminant. The higher the class, the lower the degree of the compressed air purity.
Parts 2 to 9 of the standard specifies the methods of testing for a range of contaminants, including solid particles, moisture, oil aerosols, microbiological contaminants, and gaseous contaminants (CO, CO2, SO2, hydrocarbons, etc).
Different industry segments and applications require different levels of purity for processes to run smoothly. A suitable level of compressed air purity improves the service life and efficiency of a system. The standard assists end-users in specifying the air quality requirements and makes the selection of air preparation equipment easy. The levels of compressed air purity, which can be achieved using filters and dryers, are usually specified by component manufacturers.
Contaminant Removal Techniques
The solid particles and oil particles can be removed by a combination of general-purpose filters, coalescing filters, and adsorbent filters. Bulk liquid water can also be removed by filters. Moisture in the vapour form can only be removed by using air dryers.
Filters
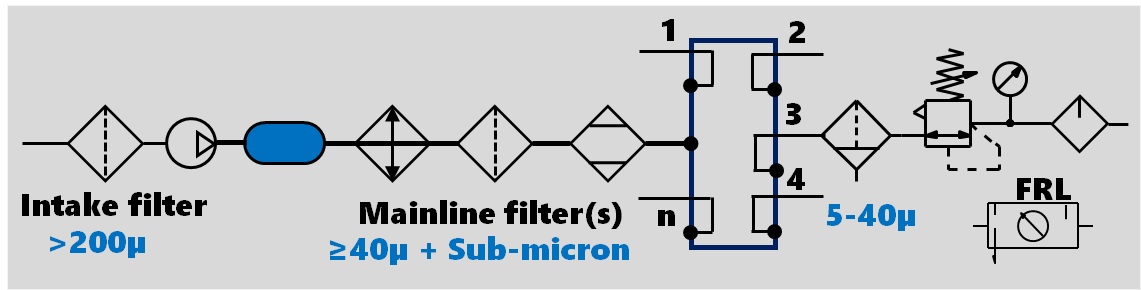
Filters are used in a pneumatic system to filter out particles, condensate, and oil, and achieve specific purity classes. They are located at the intake of the compressor and in the mainline and service line of the pneumatic system. A pneumatic filter is usually provided with a drain facility and a clogging indicator. The classification of pneumatic filters is given below.
General-purpose filters typically have a pore size of 5 to 40 µm and can achieve only a lower level of purity. The typical filter materials for general-purpose filters are made of sintered bronze [40µ (standard), 20µ, 5µ] and polyethylene (5µ, standard).
Sub-micron coalescing filters can filter out particles smaller than 1 µm to achieve a higher level of purity. The filter media in coalescing filters are made of borosilicate glass microfibres.
An adsorbent filter removes oil vapour from compressed air that cannot be removed by coalescing filters. The filter cartridge in an adsorbent filter contains activated carbon to adsorb hydrocarbon vapours.
Dryers
Dryers are critical components of pneumatic systems for drying compressed air. The most common methods of compressed air drying are: (1) the adsorption method and (2) the refrigeration method. It may be noted that the lower the pressure dew point, the higher will be the capacity of a dryer to remove moisture.
Adsorption dryers can deliver pressure dew points of -40°C [-40°F] at 7 bar [100 psig] typically. However, note that adsorption dryers can also deliver pressure dew points down to -70°C [-94°F].
Refrigeration dryers can produce dew points in a range from 1.7°C to 10°C (35°F to 50°F) at the system operating pressure.
These books deal with pneumatic system components and circuits. The fundamentals required to understand the core topics are given initially. These books describe the topics on compressed air generation and contamination control, pneumatic actuators, and control valves, in detail. Further, these books present the maintenance, troubleshooting, and safety aspects of pneumatic systems. Many single-actuator pneumatic circuits are given in multiple positions. Many critical positions of pneumatic single-actuator circuits are given to make the reader understand the control circuits easily.
This book entitled ‘Pneumatic Systems and Circuits -Advanced Level’ explains the method of developing pure pneumatic advanced circuits involving multiple actuators. The problem of signal conflicts and various methods of eliminating signal conflicts are explained in detail in this book. The developments of multiple-actuator circuits using the cascade method and shift register are explained through many examples. Intermediate positions of circuits are also given wherever possible to ensure an easy understanding.
This book explains the functioning of solenoid valves and various electrical control components such as pushbuttons, electro-magnetic relays, limit switches, reed switches, proximity sensors, electronic timers, and counters. The development of many typical single-actuator and multiple-actuator electro-pneumatic and electro-hydraulic circuits are also separately explained in these books. Many circuits are given in multiple positions for a quick understanding of the working of each circuit.
These books describe the design aspects of pneumatic systems in the SI system units and the English system units for educational purpose. These books highlight the essential parameters, mathematical relations, and specifications of many pneumatic components such as compressors, air preparation units, actuators, control valves, and compressed air networks. Examples of designing typical industrial pneumatic systems are also given in this book. The knowledge gained may be applied to develop more extensive industrial pneumatic systems.
This books explains all aspects of maintenance, troubleshooting, and safety in pneumatic systems, systematically to make this book useful on the shop floor. A section on energy saving highlights the steps that need to be taken for saving a substantial amount on energy costs in pneumatic systems.
The natural water vapor content of air is concentrated and is carried through the compression process in a compressor as a vapor in high temperatures. A proper means of dehydration must be incorporated in the conditioning of compressed air where demands of high quality compressed air are entailed. A dryer can be used to receive wet compressed air from the compressor, remove moisture from the compressed air, and then deliver dry compressed air to the associated system. Remember, dryers are pressure vessels and hence must comply with the relevant pressure vessel standards of the concerned region or country.
The most common methods of compressed air drying are the: (1) absorption process, (2) adsorption process, (3) membrane drying, and (4) refrigeration method. The following sections present the details.
Pressure Dew Point
An important term used in the realm of dryers is the pressure dew point. It is the lowest air temperature reached during a drying process at the specified operating pressure.
Absorption Dryers
Figure 1 shows an absorption (deliquescent) dryer. An absorption dryer consists of a shell enclosed typically with many different types of media. These media are arranged as liquid drying section, semi-solid drying section, and solid deliquescent section. The deliquescent materials used are sodium, calcium chloride, etc. It may be noted that each drying section offers different levels of drying capacity.
Figure 1 | Absorption dryer
Pressure dew point:Absorption dryers can lower dew points to a limited extent and can be as low as -5°C (23°F) depending on operating conditions.
Application of Absorption Dryers: Absorption dryers are commonly used in applications where more complex drying solutions are not required. As absorption dryers require no electricity, they are extensively used in construction, sawmills, mining, petrochemical, and mobile equipment.
Advantages of Absorption Dryers:The advantages of absorption dryers are that they are easy to install, their operation is simple, they require no electrical connection, they can be installed outdoors in hazardous or corrosive environments, they have no moving parts, and they have the lowest initial cost as compared to other types of dryers.
Disadvantages of Absorption Dryers: The disadvantages of absorption dryers are that they have limited dew point suppression capability and their deliquescent bed must be refilled periodically.
Book on ‘Compressed Air Dryers’ by Joji Parambath
The book describes the working of absorption dryers, adsorption dryers, refrigerant dryers, and membrane dryers, in detail. Heatless, heated, and heated blower types of adsorption dryers are also presented. The features, advantages, disadvantages, and specifications of these types of dryers are also given in the book. Further, the book presents the maintenance, troubleshooting, and safety aspects of dryers. The topics are presented in a logical sequence and simple to understand language.
Adsorption Dryers
Adsorption is the physical process of collecting moisture on the porous surfaces of certain granular desiccant materials such as silicon dioxide (Silica gel), activated alumina, copper sulphate etc. An adsorption dryer must use a sufficient quantity of adsorbent materials as the drying agent. Adsorption dryers can be configured in two versions: (1) Single tower and (2) Twin tower.
Single Tower Adsorption Dryer:Figure 2 shows the constructional features of a typical single tower adsorption dryer. It consists of a tower with a drying agent, like silica gel, and an inlet port at the bottom and an outlet port at the top of the tower. When compressed air is passed through the drying agent upwards, the moisture present in the air is adsorbed by the drying agent. Dry compressed air is then delivered out of the adsorption dryer through the outlet connected to the top of the tower.
Figure 2 | Adsorption dryer, single tower
A given quantity of adsorbent materials has a fixed adsorption capacity and the adsorbent materials get saturated upon reaching their adsorption capacity. When saturated, the adsorbent material can be regenerated by removing the moisture. The moisture can be driven off by the application of dry air or hot air through the desiccant materials over time.
The drawback of a single tower dryer is that the associated system should be stopped during the regeneration phase of the single tower adsorption dryer. Therefore, in practice, two desiccant-filled parallel towers along with a valving system are used for the non-stop working of the system. The valving system selects one chamber for drying and the other chamber for regeneration. This arrangement is shown in Figure 3. The change-over from one chamber to the other chamber can be realised automatically using a time-based switching system or dew-point-dependent switching system.
Figure 3 | Twin-tower adsorption dryer
Types of Adsorption Dryers
There are many types of adsorption dryers available in the market. The types and their operation are described in the following sections. When saturated, the drying agent in an adsorption dryer can be renewed by blowing warm or cold air through the material, which then takes up the moisture. Accordingly, adsorption dryers can be of the following three types: (1) Heatless type, (2) Heated type, and (3) Heated blower type.
Regenerative dryers typically can deliver pressure dew points of -40°C [-40°F] at 7 bar [100 psi]. However, it is to be noted that adsorption dryers can also deliver pressure dew points down to -70°C [-94°F].
Heatless Type Adsorption Dryer
In a heatless regenerative desiccant dryer, no heater is used. A heatless twin tower dryer diverts a portion of the dried compressed air to the off-line tower. This dry purge air then flows through the saturated desiccant and regenerates it. The purge air, now moisture-laden, is harmlessly exhausted to the atmosphere through a silencer.
Heated Type Adsorption Dryer
In the heated desiccant type dryer dried purge air, diverted from the compressed air system, is first passed through a high-efficiency external heater before entering the off-line tower to regenerate the desiccant. Since the heated compressed air can hold more moisture than unheated compressed air, only about 5% of the dried compressed air is needed for regeneration.
Heated Blower Type Adsorption Dryer
A heated blower type dryer employs a high-performance centrifugal blower to direct ambient air through a heater and then through the off-line tower. The stream of heated air then regenerates the desiccant. The heated blower technology requires the highest initial capital investment. However, with no or little diversion of compressed air from the system for regeneration, it offers significantly lower operating costs than other types of regenerative desiccant dryer technologies.
Refrigerant Dryers
In a refrigerant dryer, compressed air is cooled to a temperature as low as possible to condense the moisture present in the air. The schematic of a refrigeration air dryer is shown in Figure 4. It consists of a heat exchanger and refrigerating unit. The heat exchanger is an air-to-air pre-cooler. The refrigerating unit is an air-to-refrigerant cooling unit. Warm and humid compressed air is first passed through the heat exchanger. The air gets precooled to a near ambient temperature condition of the heat exchanger. The moisture present in the air gets condensed corresponding to the temperature in the heat exchanger and water is precipitated.
Figure 4 | Low-temperature dryer
The partly prepared air is passed through the refrigerating unit (air-to-refrigerant section) to reduce the temperature of the compressed air to as low as 1.7°C (35°F). The moisture is condensed again corresponding to the temperature in the refrigerating unit. The condensed water can be collected in the water traps provided at appropriate points.
Types of Refrigerant dryers:There are two types of refrigerant dryers. They are: (1) Non-cycling type and (2) Cycling type. In a non-cycling refrigerant dryer, the refrigerant is made to circulate continuously through the system. In a cycling type refrigerant dryer, a heat sink like an Aluminum block and thermostat are provided. The refrigerant compressor runs and cools the incoming compressed air and the heat sink. The excess cooling capacity of the refrigerator under partial load conditions is used to cool the heat sink until the switch-off point is reached. The compressor is then switched off by the associated thermostat.
Pressure Dew Point of Refrigerant Dryers:Refrigeration dryers can produce dew points in a range from 1.7°C to 10°C (35°F to 50°F) at system operating pressure. A lower dew point is not feasible in this type of dryer as the condensate would freeze at 0°C (32°F) or lower temperature.
Advantages of Refrigerant Dryers: The advantages of refrigerant type air dryers include compact dimensions, easy to install, operate, and maintain, low capital cost, maintenance costs, and operating cost, constant dew point, no need for chemical or desiccants, and easy condensate separation.
Disadvantages of Refrigerant Dryers: The disadvantages of refrigerant type air dryers include limited dew point capabilityandthe problem of refrigerant leakage.
Membrane Dryers
A membrane dryer consists of a compressed air inlet, fibre membranes, purge air nozzle, purge air outlet, compressed air outlet, as shown in Figure 5. The membrane module is a specially designed module with finer and densely packed hollow fibre membranes. It is arranged in multiple layers and housed in the inner chamber of the module.
Figure 5 | Membrane dryer
Operation of a Membrane Dryer:Moisture-laden compressed air from a compressor flows into the module housing and flows downward through the central structure of membrane fibers. Only the water vapor molecules in the compressed air can permeate through the membrane pores while the air continues to flow and gets discharged as a dry medium in a manner as explained below.
Pressure Dew Point of Membrane Dryers: The pressure dew point of this type of dryer is typically 4°C [40°F], but lower dew points to -40°C [-40°F] can be achieved at the expense of additional purge air loss.
Advantages of Membrane Dryers:Membrane dryers have the advantage of low installation and operating costs. They have no moving parts and are suitable for installation in outdoor locations as well as in hazardous areas.
Disadvantages of Membrane Dryers:However, they are high-cost devices and their use is limited to systems with small to medium volume flow rates. Another disadvantage is the requirement of a large amount of purge air to achieve required pressure dew points. Further, the membrane may be contaminated by oil.
Applications of Membrane Dryers:Membrane dryers find applications in mobile vehicles with limited space and in garage workshops, petrol stations etc. They also find direct application in CNC machines for drying relatively small volumes of air.
General Features of Dryers
Four main factors, namely, the flow rate capacity, pressure dew point, operating pressure, and inlet temperature must be considered while selecting a dryer for a compressed air system. An electronic controller can be incorporated into a dryer to execute all valve switching functions and monitor the operations of the dryer. An LCD can be included in a dryer for viewing critical dryer parameters, such as tower status, process value status, load-factored purge savings, alarm, filter and drain service remainder for filters, and switching failure alarm.
Specifications of Dryers
As we are aware, there are many different types of compressed air dryers employing varied technologies for their drying processes. Therefore, the parameters of one type of dryer may not be the same for other types of dryers. However, the common specification parameters of dryers are as follows: rated flow rate capacity, maximum working pressure, pressure drop, pressure dew point, maximum inlet air temperature, electrical supply, power consumption, noise level etc.
Dryers Standards
The standard ISO 7183:2007: ‘Compressed-air dryers – Specifications and testing’ specifies the performance data that are necessary to describe dryers and applicable test methods to be used for different types of compressed air dryers.
Selection of Dryers
The selection of dryers depends on the variables, such as, system demand, air quality requirements, etc., that are unique to a compressed air system. The requirements for the degree of drying vary depending on the application, but should always be achieved with the least possible consumption of energy.
Installation and Maintenance Aspects of Dryers
The key maintenance points may be kept at the operator level for faster maintenance and increasing operator safety. Dryers are pressure vessels and must conform to the rules concerning pressure vessels in one’s region. All safety precautions must be taken during their installation, operation, and maintenance.
Tips for General Maintenance
Generally speaking, dryers are maintenance-free. However, certain maintenance activities are to be carried out during the service life of a dryer. Some of the general maintenance activities for a dryer are listed below:
Switch off the dryer while carrying out any maintenance activity
Isolate all pressure sources and vent the internal pressure of the dryer before dismantling
Use proper technique to tightly charge the drying chambers with adsorbent desiccant material
Check for correct operation after maintenance
Desiccant Filling
The desiccant bed must be filled fully with desiccant materials utilizing all of the available space in the charging bed.
Disposal of Condensate Substances Generated in Dryers
The condensate released by a dryer may contain mineral oil aerosols, particles of dust and dirt, cooling and lubricating oil, rust, wear debris, pieces of sealing material, and weld from the pipeline. Therefore, the condensate must be disposed of properly and responsibly. Remember, incorrect disposal of the condensate tends to be detrimental to the environment.
Joji Parambath
Author
Pneumatic Systems and Circuits – Basic Level (in the SI Units)’ and Industrial Pneumatics – Basic Level (in the English Units) give an introductory textbooks dealing with pneumatic system components and circuits. The fundamentals required to understand the core topics are given initially. These books describe the topics on compressed air generation and contamination control, pneumatic actuators, and control valves, in detail. Further, these books present the maintenance, troubleshooting, and safety aspects of pneumatic systems.
This book explains the functioning of solenoid valves and various electrical control components. Many typical single-actuator and multiple-actuator electro-pneumatic circuits are also developed to illustrate various applications of electro-pneumatics.
These books present the design aspects of pneumatic systems systematically. It also presents many typical examples of designing pneumatic systems purely for educational or guidance purpose. The knowledge gained may be applied to develop more extensive industrial pneumatic systems.
This book explains all aspects of maintenance, troubleshooting, and safety in pneumatic systems, systematically to make this book useful on the shop floor. A section on energy saving highlights the steps that need to be taken for saving a substantial amount on energy costs.
This textbook presents the method of developing pure pneumatic advanced circuits involving multiple actuators. The problem of signal conflicts and various methods of eliminating signal conflicts are explained in detail in this book. The developments of multiple-actuator circuits using the cascade method and shift register are explained through many examples. Intermediate positions of circuits are also given wherever possible to ensure an easy understanding.
Are you looking for a course on Pneumatics and Hydraulics?
Please visit Fluidsys Training Centre Pvt. Ltd., Bangalore, India. https://fluidsys.in
In two-hand safety operations in dangerous industrial operations, such as a pneumatic press, the hands of an operator must be engaged for safety reasons. This condition is usually achieved by arranging two pushbuttons (Say, PB1 and PB2) at a distance.
That means the operator cannot press the pushbuttons with one hand. At times, operators tend to latch one of the pushbuttons by other means, operate the machine with one hand, and adjust the workpiece or tools with the other hand.
The pushbuttons must be pressed within a short time, say one second, to get the anti-tie-down feature. A ladder program to implement this control requirement by taking a lamp (Q100.1) as the representative output device.
Ladder Program
Programmable Logic Controllers and Programming Concepts
With Electrical, Pneumatic, and Hydraulic Applications
A PLC system is usually designed with LEDs on the CPU, power supply, and I/O modules for fault diagnosis. It is usually provided with built-in fault analysis measures to carry out self-testing and display fault codes, which can then be interpreted by looking up the code in a list provided by the manufacturer to give the source of the fault and possible method of rectification.
Moreover, the PLC may be provided with a backup power source to keep the system running in the event of a power failure.
A PLC system may fail due to the following reasons: hardware problems, alteration of user programs, improper wiring, power failures, ground integrity, electromagnetic interference, loss of communication, and excess heat.
Programmable Logic Controllers and Programming Concepts
With Electrical, Pneumatic, and Hydraulic Applications
Joji Parambath
Hardware Faults
The hardware problems in PLCs are caused by CPU, memory, I/O modules, and field devices.
CPU
The troubleshooting engineer must identify the source of the problem using LED indicators, and the troubleshooting table indicating the problem description, probable causes and recommended action against each status indication.
Memory
The PLC memory can become corrupted, or the program may get altered by external factors such as electromagnetic interference, radio frequency interference, improper wiring and grounding, heat, and disruptions of power.
I/O Modules
The I/O modules in PLCs are provided with status indication LEDs. I/O failures are caused by errors in the PLC configuration, loose I/O blocks, broken wires, and incompatible modules.
Field devices
The field devices such as sensors and solenoids may malfunction due to loose connections, damage to the circuitry, and device failure.
Power Failure
A PLC power supply may fail due to blackout, loose connections, or broken wires. A sudden failure of the power supply can cause the scrambling of its memory and loss of process data.
Faulty Grounding
A good grounding of the PLC system is essential for the safety of the system and personnel. Ground wires must be fully intact.
Electrical Noise
A common cause of electrical noise in a PLC system is electromagnetic interference, which typically occurs, for example, when a large electric motor is started nearby.
Network and Communication Failures
The PLC communication network can fail due to hardware faults, power supply failures, wrong configuration and setting of network, and incompatible components.
Excess Heat and Vibration
A PLC system must be safeguarded from the excess heat and vibration and anything that generates excess heat should be kept at a safe distance from the PLC.
A PLC system with communication interfacing capabilities is configured using several networked components, such as PLCs, a computer, communication modules, and HMI. These components can exchange data between two or more communication partners through the network using specific protocols for handling the data traffic.
A network is characterized by the type of hardware involved, the communication procedure, and the data transfer rate. Accordingly, PLC communication networks are multi-point interface (MPI), Profibus, Industrial Ethernet, and point-to-point (PTP) connections.
Multi-Point Interface (MPI)
Multi-point interface (MPI), used in SIEMENS PLC systems, is designed as a programming device interface and is intended for networking a small number of CPUs to exchange small volumes of data.
PROFIBUS
Profibus complies with the standard EN 50170 and is used for networking field devices for communication. This type of connection is a local area network that provides a high-speed data communication bus to which devices within the local area can be connected.
Industrial Ethernet
Industrial Ethernet is a network for connecting PLCs and computers. It is suitable for the high-speed exchange of large quantities of data and facilitates communication between the communication partners.
Point-to-point (PTP) Connection
In a point-to-point connection, a communications processor forms the interface between a PLC and a communications partner. Serial communication occurs when bits belonging to each byte of information are transmitted one after the other in a serial order.
Programmable Logic Controllers and Programming Concepts
With Electrical, Pneumatic, and Hydraulic Applications
Joji Parambath
Cables
Cables are used as the transmission medium for communication among devices connected in a PLC system. There are two types of cables available. They are: (1) Copper cables and (2) Fibre-optic cables.
Copper cable can be sub-divided into: (1) 2-core cable, (2) coaxial cable, and (3) shielded twisted-pair cable
Fibre-optic cable can be sub-divided into: (1) glass fibre-optic cables and (2) plastic fibre-optic cables
RS-232C
RS-232C interface is a kind of serial physical interface standard. This method is based on 1:1 communication, which is generally applied to the point-to-point communication within a short distance of 15 meters.
RS-485
RS-485 is a network interface that uses a master-slave communication method. That is one master communicating with multiple slaves (1: N). This network can be used as a two-wire or four-wire network. RS-485 network supports long-distance links, and the cable length can be up to 1200 m.
RS-422A
RS-422A is a network interface that also uses a master-slave communication method. This network can be used as a two-wire or four-wire network. RS-422A network supports long-distance links, and the cable length can be up to 1200 m.
Authored by
Joji Parambath
Author
Fluid Power Educational Series
If you are interested in a PLC course with pneumatic applications, we invite you to explore the comprehensive training program offered by Fluidsys Training Centre Pvt Ltd., Bangalore.
Discrete output proximity sensors are most important for industrial applications. They gain importance in such applications where it is necessary to record or count moving objects or work-pieces on machines or conveyors. Based on the way of connection of the final output amplifier transistor of a discrete proximity sensor to the power supply terminals, proximity sensors can be categorized into two types:
Sinking (NPN) output sensors
Sourcing (PNP) output sensors
Sourcing (PNP) Output sensor
The sourcing output sensor has a PNP transistor output with its emitter connected to the +Vcc of the supply for positive switching, as shown in Figure 1. The load is connected between the proximity sensor output and the negative potential. This connection means that the sensor output will be pulled up to the positive potential, and hence the grounded load will be connected to the positive potential through the transistor in the switched state. This connection will allow the current to flow from the positive potential through the sensor to the output (hence sourcing). This sensor is best selected when all electrical devices in the control system use a single source of the supply voltage.
Figure 1 | A sourcing output proximity sensor and its load connection
Discrete Sensor connection to PLC Input
As discussed, the output of a discrete proximity sensor can be sinking or sourcing type. Similarly, a discrete PLC input can be sinking or sourcing type. Remember, it is important to interface a proximity sensor to the associated PLC input correctly for the proper operation of the PLC system. In general, a sourcing proximity sensor should be connected to a sinking PLC input, and a sinking proximity sensor should be connected to a sourcing PLC input to avoid the erratic operation of the system. For the sourcing sensor output, the PLC input circuit is wired with the common terminal connected to the common of the sensor, as shown in Figure 2.
Figure 2 | A sourcing sensor output connected to a sinking PLC input
Electro-pneumatics and Automation
Joji Parambath
This book explains the functioning of primary solenoid valves and various electrical control components. Many typical single-actuator and multiple-actuator electro-pneumatic circuits are also developed to illustrate various applications of electro-pneumatics.
As you are aware, a pneumatic system is an interconnection of various components such a compressor, actuators, control valves, and other elements using fluid conductors. The operation of the pneumatic system is affected by the presence of heat, dust, moisture, leaks, loose bolts, and misalignment in the system. Lack of regular maintenance may result in the premature wear of moving parts, the loss of air and associated pressure drops, and increased downtime of pneumatic components. Therefore, a good preventive maintenance program must be in place for removing the harmful elements from the system from time to time, and usually as per a checklist. In general, maintenance includes the following closely-related activities: (1) Visual inspection, (2) Servicing, (3) Examination, and (4) Overhaul.
Requirements for Preventive Maintenance
The most general requirements of preventive maintenance are as follows: (1) Know the machine, (2) Understand and follow the best maintenance practices, (3) Compile a maintenance checklist, (4) Follow instruction manual, (5) Ensure safety, and (6) Stock spares.
Concern for Safety
The safety of personnel and equipment should always be kept in mind while carrying out routine maintenance activities. Safety can be built into a pneumatic system by incorporating interlocks, power-failure locks, and an emergency shutdown feature. Though the responsibility of building safety into a machine rests with the manufacturer of the machine, every technician should observe and practice relevant safety regulations. Further, every maintenance technician should make a serious attempt to know the hazards involved in his/her occupation.
Activities for Good Maintenance during the Design Phase
The planning for the good maintenance of a pneumatic system begins right from the design stage of the system. That means, the design must facilitate easy maintenance and the efficient removal of contaminants. Further, it is better to plan and design a pneumatic system with correctly-sized and inherently-safe components for its reliability and long service life.
Activities for Good Maintenance during Installation
Additionally, it is required to install a machine in such a way that there is ample space for the operation and maintenance of the machine. It is also essential to provide adequate lighting and a clean environment. The service indicators must be easily visible, and service points must be accessible without any difficulty.
Maintenance, Troubleshooting and Safety in Pneumatic Systems
Joji Parambath
Details of many other books under Fluid Power Educational Series from the same author can be accessed from:
It is essential to maintain various conditioning devices, like coolers, filters, dryers, and lubricators, at regular intervals, for the removal of heat and other harmful contaminants. The routine maintenance activities generally include cleaning, visual inspection, running checks, and servicing of filters, lubricators, and coolers. The reason for any abnormal noises in the system should be investigated immediately.
Plugging Leaks
An essential requirement of any pneumatic system is to stop leakage, as expensive leaks cost big money. Application of soapy water or commercially available leak detecting liquids, like aerosol sprays, on suspected joints, might reveal the presence of leaks. An ultrasonic leak detection instrument can also be used to locate leakages.
Mounting of Components / Machines
The mounting bolts of components must be torqued correctly. Further, every prime mover must be perfectly aligned with the associated load part to reduce undue stress on components, seals, and bearings. A maintenance technician should check for any vibration, loose bolts, or misalignment of components in a system.
An electro-pneumatic system, in general, consists of an electrical or electronic control part controlling the pneumatic power part of the system. Integrating the power density of pneumatic systems with the controlling possibilities of the electric systems opens up a new world of opportunities for the high-performing pneumatic systems. In this hybrid technology, solenoid valves are used as interfaces between the control part and the power part. A conventional solenoid valve acts as a converter that generates pneumatic outputs in response to electrical input signals. Control and feedback elements like pushbuttons (PBs), relays, sensors, and timers are used in the electro-pneumatic systems for obtaining the desired control.
A well-written book entitled ‘Electro-pneumatics and Automation’ authored by Joji Parambath in the paperback and Kindle versions are available for the study of electro-pneumatics and automation. I am hopeful that a high level of competence in developing electro-pneumatic circuits can be achieved with the help of the book.
This book explains the functioning of solenoid valves and various electrical control components such as relays, pushbuttons, limit switches, proximity sensors, timers, counters, pressure switches. Many typical single-actuator and multiple-actuator electro-pneumatic circuits are also developed to illustrate various applications of electro-pneumatics. The development of electro-pneumatic circuits is explained systematically with progression from simple to complex levels. Some typical circuits which are well-covered in the book are briefly indicated here.
Control of a Double-acting Cylinder Using an Electronic Timer
A double-acting cylinder is to extend when a pushbutton is pressed (short pulse). It is to remain in the extended position for 5 seconds and then to return automatically. The final forward position of the cylinder is registered with a proximity sensor S2. A 5/2-DC double-solenoid valve is used as the final control element. Develop an electro-pneumatic control circuit to implement the control task.
Design for a two-group Electro-pneumatic Multiple-actuator Circuit
In the development of a simple two-group electro-pneumatic circuit, it is necessary to divide the power supply into two groups in such a way that at any point of time, only one group is live with the other group switched off. A two-group circuit can efficiently be designed using a single relay. The structure of a group-changing cascade circuit for two groups (say G1 and G2) using a relay is given in the Figure below.
Control of a Pneumatically-controlled drilling machine
Work-pieces are to be drilled using a pneumatically-controlled drilling machine given in Figure 4.10. The work-pieces are arranged in a gravity feed magazine. The work-pieces are pushed and clamped using a clamping cylinder A, drilled by a drilling cylinder B, and ejected by an ejecting cylinder C. Develop an electro-pneumatic control circuit to implement the control task as given in the associated displacement-step diagram.
The book highlights all aspects of maintenance, troubleshooting, and safety in pneumatic systems, systematically. A section on energy saving highlights the steps that need to be taken for saving a substantial amount on energy costs.
The book explains all aspects of maintenance, troubleshooting, and safety in hydraulic systems, systematically to make this book more useful on the shop floor.
Please click on the image links to go to the Amazon Website
The primary objective of any preventive maintenance activity on a pneumatic or hydraulic machine (or system) is the prevention of its failure or breakdown. The intelligent management of preventive maintenance of a compressed air plant helps increase plant uptime and reduce unplanned shutdowns. The most general requirements to achieve these goals are as follows:
Know the Machine
The first step involved in the preventative maintenance of the machine is to become familiar with the machine. For that, a maintenance technician should know about the layout of the machine, the routing of lines, the functioning of all the components used in the machine, and the operation of the whole circuit. Once you familiarize the machine, regular maintenance becomes easy.
2. Ensure the Safety
It is imperative to ensure the safety of personnel and equipment while carrying out the preventive maintenance. Therefore, maintenance personnel needs to follow safe practices during maintenance activities.
3. Understand and Follow the Best Maintenance Practices
An understanding of the proper maintenance procedures and the knack to follow them are the pre-requisites for carrying out good preventive maintenance activities. The actual maintenance of the machine must be decided by the complexity of its structure, its operating cycle, and the amount of time available to maintain it.
4. Compile a Maintenance Checklist
It is also necessary to develop and implement a maintenance checklist or schedule for the machine following the best maintenance practices. Lay down the intervals (say daily, weekly, and monthly) at which inspection and servicing activities are to be carried out.
5. Follow Instruction Manual
Trained maintenance personnel should carefully study the instruction manual of the machine supplied by its manufacturer for compiling its maintenance checklist. The machine manufacturer provides only general guidelines, which cannot be taken as the exact maintenance program for meeting the local requirements.
6. Stock Spares
Spares are crucial for the maintenance duty and should be available in handy. Hence, it is a good practice to stock essential spare parts of the machine with proper inventory control to facilitate its fault servicing with minimum interruption to production.
The book explains the design aspects of pneumatic systems systematically. The book also presents many typical examples of designing pneumatic systems using the SI units.
Please click on the image links to go to the Amazon Website
A prerequisite for designing a pneumatic system is the knowledge of the functions, parameters, and specifications of the critical components needed for the power part, control part, and compressed air network of the system. A pneumatic system must be designed to meet all the functional requirements of an application safely and efficiently. It must be economical and straightforward.
The design of a pneumatic system involves the determination of the force and speed requirements of all actuators in the system and finding the sequence of operations.
Next, select and size of components, determine the system pressure level and find the average air consumption rate of all actuators, including cylinders, air motors, air-operated tools, and vacuum equipment.
Next, select a compressor, receiver tank, and drive motor with sufficient delivery rate to meet the peak air consumption rate of all actuators and tools. Draw the important compressor specification parameters such as the drive motor power, drive speed, pressure rating, number of compression stages, and the operating voltage.
After that, select and draw the specifications of components such as aftercooler, mainline filter, dryer(s), FRL unit(s), and control valves, based on the flow rate.
Then, design the mainline and distribution conductor system to keep the pressure drop across the conductor system to a permissible limit. The selection of pipe size is governed by the delivery volume, required pipe length, operating pressure and the permissible pressure drop.
Note: Five sample design problems are presented in the textbook to highlight the essential design steps. Sure, you will be greatly benefitted.