Hydraulic systems are commonly used in industrial and mobile systems and consist of power packs, control valves, actuators, fluids, and other essential and optional components. These systems can fail due to reasons like fluid contamination, insufficient fluid, use of the wrong fluid, leakage, loose connections, excessive heat or pressure, and cavitation. So, the importance of proper maintenance can’t be overstated. This article is for educational purposes, and the specific maintenance required depends on the type of system and local conditions.
Maintenance covers many routine and troubleshooting activities to keep systems in satisfactory working condition. These activities fall into two main categories: preventive maintenance, which aims to forestall issues, and corrective maintenance, which addresses existing problems. Typical maintenance activities include visual inspections, servicing, examinations, and overhauls. It is crucial to safeguard exposed parts, clean components during assembly, apply the appropriate torque while fitting components, and flush the assembled system.
Maintenance technicians play a crucial role in maintaining hydraulic systems. Their deep understanding of physical laws, functions, and symbols, coupled with strong maintenance and troubleshooting skills, is paramount. They should also take adequate safeguards. It is important for each technician to know the machine, follow best maintenance practices, use the instruction manual, compile and follow a maintenance checklist, and stock essential spares. This emphasis on their knowledge, skills, and safety consciousness will make them feel competent and committed.
Before commencing maintenance, technicians must adhere to a series of safety procedures. These include obtaining work authorization, wearing personal protective equipment (PPE), turning off the electrical supply, shutting down the hydraulic supply, and releasing any trapped pressure. By following tagout and lockout procedures, securing the work area, providing good ventilation, and securing machine parts, technicians not only ensure their own safety but also that of others, fostering a sense of security and protection. During maintenance, technicians should take safety precautions and use appropriate tools. Any part replacements must adhere to the original specifications.
Next, we will examine the practices involved in maintenance at the component level. The primary consideration is the fluid component. A proficient maintenance technician should have knowledge of fluid properties and behavior, general fluid maintenance and monitoring activities, fluid handling precautions, and proactive maintenance measures like filtration, fluid sampling, and fluid analysis. General fluid maintenance activities include cleaning and checking appearance and smell. Furthermore, the technician should monitor fluid levels, temperature, and potential leakages. Additionally, the technician must assess signs of wear, inappropriate tensioning of V-belts, noise, vibration, cavitation, under-lubrication, improper foundation, and misalignments. Regular monitoring of particulate levels, viscosity, water content, oxidation, and acid levels is essential, along with the timely replacement of fluids. The filters require regular maintenance, including checking clogging indicators and replacing filter elements and worn-out components.
A power pack comprises essential components such as a tank, pump-motor unit, and PRV. Potential pump failures arise from wear, internal surface degradation, leakage, insufficient fluid delivery, noisy operation, drive failure, or pump breakdown. Preventive maintenance activities for power packs involve maintaining fluid and filters, adjusting pressure levels and flow rates, and managing heat, turbulence, vibration, and noise.
Hydraulic valve repair involves disassembling the valve, inspecting the plunger, body, spring, O-rings, and coil connections, replacing damaged parts, reassembling the valve, and conducting tests.
When maintaining hydraulic cylinders, it is important to carefully inspect the pistons and piston rods for wear, dents, damages, nicks, scoring, and pitting. Other maintenance tasks include checking the cylinders’ roundness and straightness, inspecting for internal and external fluid leakages, replacing gaskets, replacing leaking piston and piston-rod seals, aligning cylinder and mating parts, checking mountings for tightness and cracks, inspecting for sluggish operation and creeping, and opening bleed ports as necessary.
Maintenance of a system with accumulators involves the following steps: attaching warning signs, providing a safety block, depressurizing and isolating the accumulators before servicing, pre-charging and maintaining the pre-charge pressure, maintaining maximum working pressure and operating temperature within limits, and adjusting the accumulator charging and discharging rates.
Maintenance of fluid conductors, fittings, and support includes regularly inspecting them for defects, damages, scratches, kinks, and burrs, checking for leakages, replacing defective ones, examining for loose connections, and tightening loose connections.
This article summarised hydraulic maintenance. Maintenance technicians must be familiar with many maintenance tasks related to hydraulic systems. Continuous knowledge updating and skill development will help them remain competent.
Joji Parambath is an accomplished expert in Pneumatics, Hydraulics, and PLC with an extensive 25-year background in the field. Over the course of his career, he has trained many professionals from diverse industries, faculty members, and engineering students.
Joji is the primary faculty member at Fluidsys Training Centre in Bangalore, India, which offers comprehensive training in Pneumatics and Hydraulics. He has authored an impressive 39 books on the subject, all designed to convey knowledge in a simplistic and easy-to-understand manner.
Are you looking for a course on Pneumatics and Hydraulics?
Please visit Fluidsys Training Centre Pvt. Ltd., Bangalore, India. https://fluidsys.in
The 1950s marked a significant turning point in the design of hydraulic valves by introducing cartridge valves. This innovative approach paved the way for the evolution of cartridge valve technology, which now includes multifunction and integrated circuit features. Today, many cartridge valves are seamlessly incorporated into a single manifold block, demonstrating the far-reaching impact of this innovation. In recent years, further advancements have been made to enhance the technology’s performance, reducing leakage, complexity, and size while boosting reliability, efficiency, and cost-effectiveness.
Fundamental Concepts of Cartridge Valves
The basic cartridge valve, as shown in Figure 1, consists of an insert that slips into a cavity machined into a manifold. The cartridge valve system, as stated, consists of a mounting block (manifold) with appropriate flow passages and a control cover.
Figure 1 | The exploded view of the basic cartridge valve
Cartridge valves’ versatility is evident in their design. The cartridge is inserted into the manifold’s standardized cavity, and a control cover is placed over it and bolted to the manifold to retain it. This system allows for a wide range of control functions, with many standard covers available. Combining the cartridge with a suitable control cover can achieve the required control function. Moreover, cartridge valves are designed to meet specific international standards, enhancing adaptability.
Cartridge valves for directional and check functions are essentially hydraulically piloted check valves. They can also be designed for pressure and flow control functions. Each valve has only one control area in its spring chamber. However, there are logic valves, named active logic valves, each with a differential spool with two control areas. The following sections overview the cartridge valve circuits.
Symbols of Cartridge Valves
Figure 2 shows some control components used in cartridge valve systems and their variants. Figure 2(a) shows the symbol of an opening cartridge valve with two working areas, AA and AB. Figure 2(b) shows the symbol of an opening cartridge valve with only working areas AA (AB = 0). Figure 2(c) shows a closing cartridge valve. The valve remains open when a signal is applied to the pilot port.
Figure 2 | Symbols of cartridge valves
Figure 3 shows the basic directional control cover used in cartridge valve systems and their variants.
Figure 3 | Symbols of basic covers of cartridge valves
A cartridge cover must operate reliably even in extreme load applications. It must be selected with a pressure rating suitable for the seal material used in the cover and the highest load expected in the associated system. The cover must also allow for maximum flows and lowest pressure drops. Control covers that integrate check, and shuttle valves and interfaces for subplate pilot valves must support a compact system design, even for complex functions.
Example 1 | A Circuit with an Opening Cartridge Valve Having Two Working Areas for A to B Directional Control
Figure 4 shows an opening cartridge valve’s basic circuit with two working areas, AA and AB. A pump is connected to port A of the valve, and a hydraulic motor is connected to port B. The pilot signal (X) is controlled externally using a 3/2-way valve.
Figure 4 | A circuit with an opening cartridge valve for A to B control
Figure 5 gives multiple positions of the circuit for port A to port B directional control.
If a signal is present at spring chamber port AP (the 3/2-way valve is actuated), the cartridge valve remains closed, and flow from port A to port B is blocked, as shown in Figure 5(a).
If the pilot signal is not present at port AP (the 3/2-way valve is released), flow from port A to port B is possible, as shown in Figure 5(b).
Figure 5 | Multiple positions of the circuit for A to B control
Example 2 | An Electro-hydraulic Circuit for the ON/OFF Control of a Hydraulic Motor Using a Cartridge Valve Employing External Piloting with a 3/2-way Solenoid Valve
Figure 6 shows an electro-hydraulic circuit for the ON/OFF control of a hydraulic motor using a cartridge valve with a control cover.
Figure 6 | An electro-hydraulic cartridge circuit employing external piloting for the control of a hydraulic motor
The cover has a mounting interface for a directional control pilot valve. A pump supplies the necessary fluid at the required pressure. A 3/2-way normally open (NO) type solenoid valve is used to pilot the cartridge valve externally. The control cover interfaces the 3/2-DC valve and the cartridge insert.
Figure 7 also gives multiple positions of the circuit. Figure 7(a) shows the electro-hydraulic circuit when pushbutton PB is released and the 3/2-way pilot valve is in its normal position. In this circuit position, the pump flow is directed to the cartridge valve’s pilot port AP through the 3/2-way valve, which closes tightly. As a result, the pump flow cannot pass through the cartridge valve, which prevents the hydraulic motor from running.
The pilot valve, with standard locations and patterns of ports and holes for mounting bolts and locating pins, can be directly installed on the cover with matching patterns of holes for ports, mounting bolts, and locating pins.
Figure 7(b) shows the circuit’s position when pushbutton PB is pressed, and the 3/2-way valve is actuated. In this circuit position, the pilot port pressure is relieved through the 3/2-way pilot valve to the tank, and the cartridge valve remains open when pressure is applied to port A. The pump flow can pass through the cartridge valve and drive the hydraulic motor. A properly sized and correctly placed orifice in the cartridge valve’s control cover allows for precise regulation of pressure and flow rate, which can increase efficiency and reliability.
Cartridge valve control covers are available with mounting interfaces for single-solenoid or double-solenoid directional control valves. Figure 8 shows control covers for interfacing cartridge valve inserts with directional control valves. The control cover consists of many flow paths and ports, such as P, A, B, T, X, Z1, AP, Z2, and Y, as shown in the Figure. Port Z1 can be used for remote hydraulic control and should be blocked when not required. Port Y is usually the tank port.
Figure 8 | Covers for cartridge valves as directional control interfaces
Figure 8(a) shows the control cover for connecting port B with pilot line AP internally, and Figure 8(b) shows the control cover for connecting port A with pilot line AP internally.
The following sections show that each control cover can be used with the cartridge insert and 4-way valve to configure a cartridge valve system. The internal pilot port X is connected internally to port B of the valve insert, and the pilot port Y is connected to the drain.
Example 3 | Directional Control of a Double-acting Hydraulic Cylinder Using Cartridge Valves in Bridge Circuit Arrangement
Develop an electrohydraulic circuit with four cartridge valves in a bridge circuit arrangement and four 3/2-way solenoid-operated directional control valves to realize the switching positions to control a double-acting cylinder’s forward and return strokes.
Solution
Figure 9 | The electro-hydraulic circuit with cartridge valves in bridge configuration and the electrical circuit
Figure 9 gives an electro-hydraulic circuit for directional control of the double-acting hydraulic cylinder using four cartridge valves, CV1, CV2, CV3, and CV4, in the bridge circuit arrangement. The cartridge valves’ pilot lines are controlled using the respective 3/2-way solenoid coils Y1, Y2, Y3, and Y4. The simplified electrical circuit for controlling the solenoid coils is given in Figure 9(b). Let us assume pump 1 supplies the main flow and pump 2 supplies the control flow.
A Cartridge Valve for a Pressure Control Function
Hydraulic pressure functions, such as pressure relief, unloading, and pressure-reducing, can be realized by combining a cartridge valve with suitable control covers. A cartridge insert in a pressure control valve typically includes a sleeve, a poppet with an area ratio 1:1, and a closing spring. It is retained in the manifold cavity by a control cover. The control cover contains a manually adjustable pilot valve and piloting connections. Suitable orifices can be added to the pilot circuit to match application requirements.
Pressure can be set manually or electronically. Manual adjusters include a micrometer with or without a key lock and a standard square-end screw with a hexagonal locknut. Pressure can be set electronically through a proportional valve. Many standards specify the mounting interfaces of cartridge valves for pressure control functions. ISO 7368 indicates the position of the orientation pin to be used with a main system relief valve. This feature ensures that no other valve function is installed where a system relief valve is required.
Figure 10 | A basic pressure relief valve in cartridge form
Figure 10 shows the cross-section and symbolic diagram of a cartridge-type pressure relief valve without an area differential. The valve can be integrated into or mounted onto the control cover. It also consists of orifices and ports X, Z1, AP, and Y, and a knob for setting the pressure. Pressure can be set over a wide range, typically from 3 to 350 bar (43 to 5000 psi).
Figure 11 | A cartridge valve circuit for the pressure relief function
Figure 11 shows the configuration of the cartridge valve with the 1:1 ratio insert, the control cover with the pressure relief valve, and the single solenoid pilot valve. The control cover consists of ports X, Z1, AP, Y, P, T, B, and A, and the insert consists of ports A and B.
The figure shows that the cartridge is vented when the solenoid is de-energized. When the solenoid is energized, the pressure at port A is limited to the setting of the pressure relief valve.
A Cartridge Valve for a Flow Control Function
Figure 6.1 shows a cartridge valve with an insert and a cover for flow control. The insert has a metering notch for the flow control function. The control cover has a stem, which limits the stroke of the insert and the flow. The flow can be adjusted by turning a knob, which moves the stem up or down to limit how far the poppet can open. When the pilot pressure is removed, the valve will open to a point where the stem is set.
Figure 12 | A control cover with an adjustable stroke limiter
Figure 13(a) shows an adjustable stroke limiter and directional function. The insert poppet opening’s adjustable limiting restricts flow in both directions (port A to port B and port B to port A). The external pilot signal is given through port X.
Figure 13(b) shows an adjustable stroke limiter and check function. Port X of the cover is connected to port B of the insert. The adjustable poppet lift limiter restricts flow from port A to port B, and the check function prevents flow from port B to port A.
Figure 13(c) shows an adjustable stroke limiter function and a pilot control through a 4/2-way single-solenoid valve.
Figure 13 | Variants of adjustable stroke limiters
Actively Controllable Cartridge Valves
A cartridge valve logic assembly with only one control area in its spring chamber is regarded as a passive logic valve. In contrast, a logic assembly having a differential insert with two control areas is termed an active logic or dynamic valve. The dynamic insert extends above the manifold in an intermediate cover, creating an additional control area. The pilot pressure in the additional control area can keep the active logic valve open without pressure in port A or port B. The actively controlled logic assembly is designed to be compact, modular, and fast-acting.
Figure 14 shows a 2-way, actively controllable cartridge valve, and an equivalent symbolic representation. It consists of a control spool (cartridge), an intermediate cover, and a control cover. The valve has two main ports, A and B, and two pilot ports, X and Y, on the intermediate cover. The pilot ports are used for remote control of the dynamic insert.
The spring chamber in the intermediate cover has a differential spool. The spool has areas A1, A2, and A4 in the opening direction and area A5 in the closing direction. The effective force acting on the spool determines the position and movement of the control spool. The pilot pressure in the control area (through Y) can keep the active logic open without pressure in ports A or B.
This control cover establishes connections with the pilot control valves and/or other hydraulic elements and thus integrates the different functions. All pilot and poppet seals create a tight fit at all ports to prevent leakage in either direction.
Type of Standard Inserts, Active Cartridge Valves
Active cartridge valves use various types of cones and sleeves. Three basic types are shown in Figure 15.
Figure 15 | Types of inserts of active cartridge valves
An active cartridge valve should control the fluid discharge of a hydraulic accumulator to a single-acting cylinder. A fixed-displacement pump supplies the necessary fluid to the system. A modular-type throttle check valve controls the cartridge’s opening speed. A metering orifice also controls the closing speed. Develop a control circuit.
Solution
Figure 16 shows a circuit controlling a hydraulic accumulator using an active cartridge valve. A constant-displacement pump supplies fluid to the system. The cartridge valve closes and opens the main flow path according to the pilot signals to its closing (X) and opening (Y) pilot ports. An orifice provided in the path of the pilot signal controls the speed of the cartridge valve’s closing, and a throttle check valve controls the cartridge valve’s opening speed.
Figure 16 | Two positions of the circuit for the control of the accumulator using an active cartridge valve system
Figure 16(a) shows the position of the circuit when the solenoid of the 4-way pilot valve is de-energized. In this position, the pilot signal is directed to closing port X of the spring chamber through the orifice, and opening port Y of the spring chamber is relieved. Therefore, the cartridge valve is tightly closed. Figure 16(b) shows the position of the circuit when the solenoid of the 4-way pilot valve is energized. In this position, the pilot signal is directed to opening port Y of the spring chamber, and opening port Y of the spring chamber is relieved through the throttle valve. Therefore, the cartridge valve remains open.
Proportional Cartridge Valves and Circuits
A basic cartridge valve system consists of an insert installed in the cavity of a manifold, with appropriate flow passages and a control cover. The insert has several metering notches (orifices) to realize the flow control function.
Proportional Flow Control Cartridge Valves
A proportional flow control valve can be constructed like a switching 2-way, 3-way, or 4-way cartridge valve. The insert can be controlled using a proportional solenoid, which is, in turn, controlled by a current signal from an electronic controller. The required flow rate can be set using an input device like a potentiometer or joystick. When a current flows through the solenoid, the insert moves to open the control notches and proportionally increases the flow path cross-sectional area. The control produces a flow output through the valve proportional to the input current signal.
Figure 17 | Symbolic representations of proportional flow control valve
There are various cartridge-style flow control valves, such as in-line, 2-way, 3-way (priority), and 4-way flow control valves. A pressure-compensated flow control valve can provide a regulated flow proportional to the current input regardless of load or system pressure with the help of a pressure regulator. Figure 17 shows symbols of the following proportional cartridge-style flow control valves: (a) in-line pressure-compensated, (b) in-line priority pressure-compensated, (c) 2-way throttle, normally-closed, (d) 2-way throttle, normally-open, (e) 3-way throttle, and (f) 4-way throttle.
Edition: Second | Year: 2024 | Platform: Kindle Direct Publishing | Formats: Paperback, Hardcover and Kindle eBook | No. of pages: 102 | Available: Amazon marketplaces
Book Content: This book provides an in-depth understanding of multi-function cartridge valves, including their concepts, configurations, and circuits for check, directional, flow, and pressure control functions. It also covers the active logic valves and proportional cartridge valves, as well as the constructional features of integrated manifolds. Additionally, it offers detailed information on cartridge valves’ characteristics, specifications, advantages, applications, and maintenance. The book is organized in an easy-to-understand manner, with many circuits given in multiple positions for quick comprehension. It is a great resource for anyone learning more about cartridge valves.
Table of Contents – Cartridge Valves by Joji Parambath
Chapter
Description
Page No
1
Introduction to Cartridge Valves
1
2
Constructional Features and Circuits of Single-function Cartridge Valves
5
3
Constructional Features of Multi-function Cartridge Valves and Circuits for Check Function
15
4
Control Covers and Circuits for Directional Controls
19
5
Control Covers and Circuits for Pressure Controls
32
6
Control Covers and Circuits for Flow Controls
43
7
3-way and 4-way Spool-type Cartridge Valves
45
8
Actively Controllable Cartridge Valves and Circuits
48
9
Proportional Cartridge Valves and Circuits
55
10
Constructional Features of Integrated Manifolds
63
11
Typical Characteristics and Specifications
66
12
Advantages of Cartridge Valve Systems
70
13
Applications of Cartridge Valve Systems
72
14
Installation and Maintenance of Cartridge Valve Systems
74
15
Objective Type Questions
76
16
Review Questions
77
Appendix 1
Symbols of Cartridge Inserts
81
Appendix 2
Symbols of Cartridge Covers
82
Appendix 3
Mounting Configurations of 4-port Hydraulic Directional Control Valves
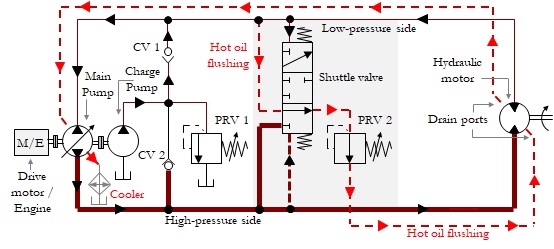
In a closed-circuit hydrostatic transmission (HST) system, a hydraulic pump drives a hydraulic motor. In the closed-circuit HST system, the fluid discharged from the hydraulic motor outlet flows directly to the pump inlet, thus forming a power transmission loop. The transmission loop has a high-pressure side and a low-pressure side. The pressure on the high-pressure side is determined by the load on the motor. A closed-circuit HST system consists mainly of a pump, a motor, a charge pump, check valves, a shuttle valve, pressure relief valves, accumulators, and filters.
A Basic Circuit of the Closed-circuit HST
The basic circuit of a closed-circuit HST with a pump and hydraulic motor is shown in Figure 1. Generally, a variable displacement axial piston pump with a swashplate, whose position can be infinitely varied, is used to drive a fixed-displacement axial piston motor hydraulically. Case drain lines must be provided in the pump and motor for relieving leakage flows.
Figure 1 | Two positions of the basic circuit of a closed-circuit HST
.
.
.
.
A Closed-circuit HST with a Charge Pump, a Flushing Valve, and High-pressure Relief Valves (Alternative Circuit)
As we are aware, the charge pump circuit is used for compensating for the leakage flows and boosting the pressure on the inlet side of the pump. A flushing circuit is used for flushing and lubricating the working parts of the motor and pump cases and increasing cooling and filtering
Figure 2 | An circuit for a closed-circuit HST with an alternative connection of high-pressure relief valves PRV3 and PRV4
As described in the previous section (in the reference book) with a circuit configuration, cross-port high-pressure PRVs are used to limit the maximum operating pressure of the entire system and prevent an inadvertent overload on the hydraulic motor. An alternative circuit for connecting high-pressure relief valves (PRV3 and PRV4) is given in Figure 2. The pressure relief valves are connected back-to-back and are linked to the charge pump circuit, as shown in the figure.
When an over-pressure condition occurs, the flow passes from the high-pressure side to the low-pressure side and back to the inlet side of the main pump. It can be seen that the flow always takes an easier path through a high-pressure relief valve and the check valve that gets opened depending on the pressure conditions in the transmission loop.
HST Sizing
Component
Typical Sizing criteria / Recommendation
Flow rate, charge pump
At least 20% that of the main pump
Total reservoir volume, (in lpm)
Should be between 0.5 to 1.5 times the maximum flow delivered by the charge pump (for closed-circuit applications)
Fluid volume in the reservoir, litre
Should be approximately 80% of the total reservoir volume in lpm
Pressure setting, charge pump PRV
10-35 bar (150 – 500 psi)
Pressure setting, Flushing circuit PRV
Pressure setting, charge PRV minus 2 bar (30 psi)
Pressure setting, High-pressure PRV
20% higher than the main pump compensator setting
Strainer, charge pump suction
Mesh width may be greater than 150 microns
Pressure filter, charge pump
Mesh width of 3 to 10 microns
Pressure filter, mainline
A high-pressure fine filter can be used in the main transmission loop
Heat Exchanger
An HST with a capacity greater than 10 kW is typically provided with a heat exchanger
Reference: Textbook ‘Hydraulic Circuits – Identification of Components and Analysis
Table of Contents– Hydraulic Circuits – Identification of Components and Analysis
Chapter
Description
Page No
—
List of Control Tasks
v
—
Preface
ix
1
An Overview of Hydraulic Systems and Circuits
1
2
Hydraulic Circuits with Directional Control Valves
3
3
Hydraulic Circuits with Check Valves
22
4
Hydraulic Circuits with Flow Control Valves
35
5
Hydraulic Circuits with Flow Dividers and Combiners
56
6
Hydraulic Circuits with Pressure Control Valves
66
7
Hydraulic Circuits with Accumulators
82
8
Circuits for the Series and Parallel Connections of Hydraulic Motors
88
9
Relay-based Electro-hydraulic Circuits
90
10
Circuits for Closed-circuit Hydro-static Transmissions (HSTs)
119
11
Hydraulic Circuits with Variable Displacement Pumps
129
12
Hydraulic Circuits for Load-sensing Systems
135
13
Hydraulic Circuits with Proportional and Servo Valves
140
14
Electro-hydraulic Circuits, Wiring Diagrams, and Ladder Programs of PLC-based Systems
151
15
Hydraulic Circuits with Cartridge Valves
154
16
Hydraulic Circuits with Pressure Intensifiers
169
17
Layouts of Hydraulic Reservoirs
173
18
Application-specific Hydraulic Circuits
180
19
References
197
Book Description
The textbook explores a variety of typical hydraulic circuits in multiple positions and with color graphics. The presentation of the hydraulic circuits is structured with well-thought-out chapters. Each chapter presents circuits from simple to complex levels. Relevant symbols are portrayed chapter-wise for quick understanding. Most of the symbols used are as per ISO 1219. The types of hydraulic circuits include circuits for conventional hydraulics, electro-hydraulics, closed-circuit HSTs, PLC systems, proportional/servo valve systems, and cartridge valve systems.
The book is meant for hydraulic professionals to refresh their circuit ideas and know more about hybrid hydraulic circuits. This book is specially written for professionals who are confused with many types of complex hydraulic circuits. They can systematically learn the critical areas in simple or complex hydraulic circuits. Teachers and students may also make use of this book for enhancing their hydraulic knowledge. The reader can build up a strong foundation for circuit ideas and may apply these ideas to a hydraulic application taking into account the operating and environmental conditions, the orientation of the actuators, the type of materials used, and many supplementary factors.
Available on:
AMAZON – US, UK, DE, FR, ES, IT, NL, PL SE, JP, CA, AU
The textbook explores a variety of typical hydraulic circuits in multiple positions and with color graphics. The presentation of the hydraulic circuits is structured with well-thought-out chapters. Each chapter presents circuits from simple to complex levels. Relevant symbols are portrayed chapter-wise for quick understanding. Most of the symbols used are as per ISO 1219. The types of hydraulic circuits include circuits for conventional hydraulics, electro-hydraulics, closed-circuit HSTs, PLC systems, proportional/servo valve systems, and cartridge valve systems.
The book is meant for hydraulic professionals to refresh their circuit ideas and know more about hybrid hydraulic circuits. This book is specially written for professionals who are confused with many types of complex hydraulic circuits. They can systematically learn the critical areas in simple or complex hydraulic circuits. Teachers and students may also use this book to enhance their hydraulic knowledge. The reader can build up a strong foundation for circuit ideas and may apply these ideas to a hydraulic application considering the operating and environmental conditions, the orientation of the actuators, the type of materials used, and many supplementary factors.
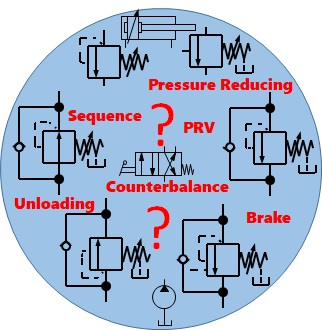
Pressure control valves are used in hydraulic systems for obtaining pressure-related regulation and control tasks. The control tasks include limiting the maximum operating pressure in a hydraulic system, reducing the pressure in a part of a hydraulic circuit, unloading pumps, establishing the sequence movements of actuators, counterbalancing overrunning loads, and braking hydraulic motors while running on inertia. Accordingly, PRVs manifest themselves in a variety of forms.
Types of Pressure Control Valves
According to their function in hydraulic circuits, pressure regulating and control valves can be categorized into many basic types. They are (1) pressure relief valves, (2) pressure reducing valves, (3) unloading valves, (4) sequence valves, (5) counterbalance valves, and (6) brake valves. The symbolic representations of these valves are given in Figure 1.
Figure 1: Symbols of pressure control valves
Comparison of Pressure Control Valves
A basic comparison of some of the pressure control valves is highlighted below, in a most generalized way.
Figure 2: A comparison table for pressure control valves
A detailed explanation of pressure control valves and their circuits in multiple positions is given in the books ‘(1) Industrial Hydraulic Systems and Circuits -Basic Level (In the SI Units), (2) Industrial Hydraulics -Basic Level (In the English Units),’ (in Paperback/hardcover/Kindle eBook versions) authored by Joji Parambath and published through the Kindle Direct Publishing.
Many books (37 Nos) on Pneumatics and Hydraulics in paperbacks, hardcover, and Kindle eBook formats authored by Joji Parambath are published through the Kindle Direct Publishing platform for systematic and quick understanding of the subject of Pneumatics and Hydraulics.
All books are available at Amazon marketplaces and other dealers.
Are you looking for a course on Pneumatics and Hydraulics?
Please visit Fluidsys Training Centre Pvt. Ltd., Bangalore, India. https://fluidsys.in
Several essential mathematical relations are also given in books ‘(1) Industrial Hydraulic Systems and Circuits -Basic Level (In the SI Units), (2) Industrial Hydraulics -Basic Level (In the English Units), (3) Design of Industrial Hydraulic Systems (In the SI Units), and (4) Design Concepts in Industrial Hydraulic Systems (In the English Units)’ authored by Joji Parambath and published through the Kindle Direct Publishing. These books are available in paperback, hardcover, and Kindle eBook versions.
Further, many books (37 Nos) on Pneumatics and Hydraulics in paperbacks, hardcover, and Kindle eBook formats authored by Joji Parambath are published through the Kindle Direct Publishing platform for systematic and quick understanding of the subject of Pneumatics and Hydraulics.
These books deal with the components and circuits of hydraulic systems. The fundamentals required to understand the core topics are given initially. These books describe the topics on hydraulic fluids, filters, power packs (reservoirs, pumps, pressure relief valves) hydraulic actuators, directional control valves, flow control valves, pressure control valves, fluid conductors, and accumulators, in detail. Further, these books present the maintenance, troubleshooting, and safety aspects of hydraulic systems.
These books separately describe the design aspects of hydraulic systems in the SI system units and the English system units for educational purposes. These books highlight the essential parameters, mathematical relations, and specifications of many hydraulic components such as hydraulic pumps, reservoirs, pressure relief valves, filters, fluids, hydraulic cylinders, hydraulic motors, control valves, accumulators, and fluid conductors. Examples of designing typical industrial hydraulic systems are also given in these books.
Are you looking for a course on Pneumatics and Hydraulics?
Please visit Fluidsys Training Centre Pvt. Ltd., Bangalore, India. https://fluidsys.in
Hydraulic cylinders are used in many types of machines and systems for industrial and mobile applications. The manufacturing process of cylinders mainly involves the following steps: design, heat treatment, machining, coating, assembly, and testing.
The Design Phase, Cylinder Manufacturing
In the design stage, the requirement specifications of the cylinder to be designed are transformed into technical drawings describing the materials of construction, dimensions, tolerances, quality of internal surfaces, and coating methods.
Requirements of Barrels
The barrel should have sufficient strength and enough rigidity. The barrel should also have smooth interior surfaces, high precision tolerances, and durable service life. The requirement specifications for a barrel in a hydraulic cylinder can be realized by a proper selection of barrel material.
Materials for Barrels
There are many steel materials available in terms of their tensile strengths. A barrel for a hydraulic cylinder can generally be prepared from an annealed cold-drawn or hot-rolled seamless steel tube. The steel type is usually carbon steel. However, in applications with corrosive environments, stainless steel can be used.
Machining Process (Boring) for Barrels
Machining is a metal removal process that depends on boring, cutting and grinding operations to remove unwanted material from the barrel to achieve a final shape. The boring operation is the main process of machining the barrel for achieving dimensional and surface finish tolerances.
Precision Machining of Barrels
After cold drawing and heat treatment, the partly finished barrel is additionally prepared for improving the surface finish and the geometric form of the inner surface of the barrel using the following methods: (1) Honing process and (2) SRB (Skiving & Roller Burnishing) process.
Preparing Pistons
The piston is first machined for correct sizing. It must then be quenched and tempered for hardness. Verify its hardness through a hardness test. The correctly-sized piston is, then, machined with grooves to fit seals and bearing elements. The piston is inseparably attached to the piston rod using threads, bolts, or nuts.
Preparing Piston-rods
The piston rod must be machined for obtaining the correct shape and size. First, it must be roughly machined. It must then be quenched and tempered for hardness. Verify its hardness. It must then be heat treated through induction hardening, carburizing, or nitriding method to improve its surface hardness. It must then be precision machined, finely ground, and polished to provide a reliable seal and prevent leakage.
The piston rod is then coated with hard chrome plating or subjected to surface heat treatment. It must then be polished to provide a reliable seal and prevent leakage.
Preparing Cylinder End Plates
The manufacturing process of a cylinder head with rod sealing, guiding, cushion, and porting arrangements, involves the inspection of the material certificate, rough machining, quenching and tempering, hardness testing, precision machining, internal and external threading, sawing, milling, boring and fitting, and final inspection.
Cylinder Ports
On hydraulic cylinders, standard ports are SAE O-ring threaded ports. Another porting option is a four-bolt flange port. Yet other port options are NPTF dry seal threads and BSPP threads.
Coating, Painting, and Polishing
The outside surface of the barrel must be spray painted as per the relevant standards. Hard chrome coating is provided on the piston. The surfaces of piston-rod are often treated using techniques such as Nickel-Chromium plating, laser cladding, supersonic flame spraying, or thermal spraying for making it wear-resistant and corrosion-resistant.
Seals for Cylinders
The selection of the right seal profile and material for a given application requires consideration of many factors such as the piston-rod and bore diameters, seal groove dimensions and gaps, etc.
Assembly of Cylinder Parts
The fitting section assembles all the components of a cylinder, such as a piston rod, piston, tube and seals, with the necessary tools and utmost care.
Quality Control of Cylinders
A strict quality control procedure should be in place in every step of the production process to meet the specifications.
Tests and Inspections
The manufactured cylinder must undergo performance testing under load to confirm its specifications as per the requirement specifications. Ensure that all dimensions and technical requirements of the cylinder are as per the drawing. Arrange inspection by third-party agencies if required.
By
Joji Parambath
Trainer / Author
More details on hydraulic cylinders can be accessed from the following books authored by Joji Parambath.
Are you looking for a course on Pneumatics and Hydraulics?
Please visit Fluidsys Training Centre Pvt. Ltd., Bangalore, India. https://fluidsys.in
In every hydraulic system, a tightly confined incompressible fluid medium is used to transmit energy from the power pack to the actuators in the system. The fluid medium is formulated from a base stock and additives. The base stock should possess all the essential characteristics to perform well in a particular class of hydraulic systems. Some examples of the base stock are petroleum oils, high-water-based fluids (HWBF), and synthetic fluids. Blending the base stock with suitable additives can improve fluid’s physical and chemical properties, and make the properties more stable even in the presence of heat, oxygen, and water.
The principal requirements of hydraulic fluid are its proper viscosity, high viscosity index, excellent anti-wear protection, good oxidation stability, adequate corrosion resistance, and superior compatibility with seal materials. In certain applications, the fluid should be environmentally safe.
The basic classes of hydraulic fluids include petroleum fluids and fire-resistant fluids. Many of these fluids and their additives are toxic and hazardous to the environment.
Spills of petroleum-based hydraulic fluids and synthetic fluids are known to contaminate soil, groundwater, river water, and seawater. Such fluids are likely to harm humans, plant life, animals, and marine life. Fluid spills can also kill grasses due to the toxicity of the fluid or the temperature associated with the fluid. They can interfere with the photosynthesis and respiration process of grasses and prevent them from growing. The presence of harmful additives including zinc-based additives in hydraulic fluids can also influence the aquatic toxicity in river water or seawater, in case of contact. The negative effects of aquatic toxicity can range from mortality to impaired reproduction or growth abnormalities in aquatic species.
It is recommended to use environmentally safe hydraulic fluids in place of petroleum-based fluids and harmful synthetic fluids – particularly in applications where fluid leakage could harm the environment. With increasing concern about the environmental impact of hydraulic system leaks and spills, biodegradable fluids are receiving greater attention nowadays.
This article is the third part of the following three-part series of articles:
Filtration and Drying Principles in Pneumatic Systems
Filtration Principles in Hydraulic Systems
Filtration Principles of Pneumatic and Hydraulic Systems: A Comparison Study
The filtration principles of pneumatic and hydraulic systems were given in the previous articles. The third part of the three-part series of articles on filtration principles in fluid power systems attempts to make a comparison of the filtration principles, as given in Table 1. A comparative study of the filtration principles would bring out the essential similarities as well as differences in the filtration principles and would provide an overall view of the subject matter.
Table 1 | A comparison of the filtration principles in pneumatic and hydraulic systems
Parameter
Pneumatics
Hydraulics
Medium of energy transfer
Compressed air
Oil
Contaminants
Particles, moisture, oil, +
Particles, chemical contaminants, moisture, air, +
Effect of contaminants
Abrade surfaces Corrode internal parts Reduce functionality and service life of components
Abrade surfaces Corrode internal parts Reduce service life of oil
Cleanliness standards
ISO8573
ISO 11171 & ISO4406 NAS1638 SAE AS4059
Particle removal
Filters
Filters, Magnets
Moisture removal
Dryers, Filters
Vacuum dehydrator
Oil (air) removal
Coalescing filters Adsorption filters
Air bleeds Diffuser (Baffle screen)
Filter types
General purpose filters Coalescing filters Adsorption filters
Pneumatic and Hydraulic Books authored by Joji Parambath
37 books in Paperback and Kindle eBook versions on the subjects of Pneumatics and Hydraulics, authored by Joji Parambath, have been published under Fluid Power Educational Series. Joji Parambath is a trainer in the field of Pneumatics, Hydraulics, and PLC, for over 25 years. All the books are available at Amazon marketplaces.
These books deal with pneumatic system components and circuits. The fundamentals required to understand the core topics are given initially. These books describe the topics on compressed air generation and contamination control, pneumatic actuators, and control valves, in detail. Further, these books present the maintenance, troubleshooting, and safety aspects of pneumatic systems. Many single-actuator pneumatic circuits are given in multiple positions. Many critical positions of pneumatic single-actuator circuits are given to make the reader understand the control circuits easily.
These textbooks deal with the components and circuits of hydraulic systems. The fundamentals required to understand the core topics are given initially. The book describes the topics on hydraulic fluids, filters, power packs (reservoirs, pumps, pressure relief valves) hydraulic actuators, directional control valves, flow control valves, pressure control valves, fluid conductors, and accumulators, in detail. Further, the book presents the maintenance, troubleshooting, and safety aspects of hydraulic systems.
These books explain the basic principles of hydrostatic transmissions. The concepts of open-circuit and closed-circuit HSTs are explained in the book. The topics also include configurations, advantages and disadvantages, and applications of HSTs.
These books enlighten the details of components required for load sensing systems. The operation of load sensing systems in their various operating modes is described in a simplified manner.
The book ‘Electro-hydraulic proportional valves’ explores the technology used in proportional valves. The book also describes the construction of electro-hydraulic proportional valve systems, the details of various types of control elements, characteristics, and applications of proportional valve systems.
The book ‘Electro-hydraulic servo valves’ describes the technology used in state-of-the-art servo valves. The book also describes the construction of electro-hydraulic servo valve systems, the details of various types of control elements, and the applications and characteristics of servo valve systems.
These books explain the functioning of solenoid valves and various electrical control components such as pushbuttons, electro-magnetic relays, limit switches, reed switches, proximity sensors, electronic timers, and counters. The development of many typical single-actuator and multiple-actuator electro-pneumatic and electro-hydraulic circuits are also separately explained in these books. Many circuits are given in multiple positions for a quick understanding of the working of each circuit.
This article is the second part of the following three-part series of articles:
Filtration and Drying Principles in Pneumatic Systems
Filtration Principles in Hydraulic Systems
Filtration Principles of Pneumatic and Hydraulic Systems: A Comparison Study
A hydraulic power system transmits the power in a controlled manner using an incompressible oil medium. Remember, the fluid medium links all the components in the system and is regarded as a critical element in the system. A fluid is prepared from a base stock and additives. Some examples of base stocks are petroleum oils, high-water-based fluids (HWBF), synthetic fluids, and vegetable oils. And some examples of additives are viscosity index (VI) improver, anti-wear additive, oxidation inhibitor, and corrosion inhibitor. Many types of fluids can be formulated by adding a base stock with varieties of additives to meet the exacting requirements of complex hydraulic systems.
Contamination
Fluids are susceptible to various types of contamination. They are exposed to the following types of contamination: (1) Particulates (dust, dirt, sand, rust, fibres, elastomers, paint chips), (2) Wear metals, silicon, and excessive additives (aluminium, chromium, copper, iron, lead, tin, silicon, sodium, zinc, barium), (3) Water, (4) Sludge, oxidation, and corrosion products, (5) Acids and other chemicals, (6) Sealants (Teflon tape, pastes), and (7) Biological, microbes (in high water-based fluids).
Silt particles (<5 μm) of size corresponding to the typical tolerance in hydraulic components are most dangerous than larger chip particles (>5 μm). Chemical contaminants are formed by the breakdown of additives, due to chemical reactions. The reaction products generate acids and oxidants in the presence of water and heat. They can cause physical and chemical changes in the additive elements. These changes can lead to the deterioration of additives and subsequent fluid breakdown.
Effects of Contamination
Contaminants are the natural enemy of hydraulic components and systems. 70 to 80% of the hydraulic system failures are due to the adverse effects of contaminants, like surface degradation. Even minute particles can damage today’s hydraulic system components due to the existence of minuscule clearances in them. Excessive water contamination is liable to accelerate the ageing process of fluids.
Removal of Contaminants
Particles can be removed by installing correctly sized filters at appropriate locations. The removal of acids, sludge, gums, varnishes, and other oxidation products requires the use of adsorbent filters with active type clay, charcoal, or activated alumina. Magnets can be installed to remove ferrous particles and rust matters. A water-removal filter or a vacuum dehydrator can remove water.
Hydraulic Fluid Cleanliness Standards
Many national and international organizations such as ISO, SAE, National Aerospace Standards (NAS), etc., have developed standards for specifying the particle size classification and contamination concentration levels in hydraulic fluids. The important standards are ISO 4406, NAS 1638, and SAE AS 4059. The cleanliness classes are based on particle sizes, number, and distribution. All standards specify the contamination level in counts per volume and provide easy methods for converting the particle counts into limits that are simple to interpret.
Applicability of the Standards
The ISO 4406: 1999 standard is widely used throughout the world for determining hydraulic fluid cleanliness. The NAS 1638 cleanliness standard was developed for aerospace components in the US in 1964 and is still widely used for industrial and aerospace fluid power applications. It may be noted that NAS 1638 has now been made inactive for new designs. AS4059 class using differential particle count method applies to those currently using NAS 1638 classes and desiring to maintain the methods/format and results equivalent to those specified in the NAS standard. AS4059 class using cumulative particle counts applies to those using the methods of previous revisions of AS4059 and/or cumulative particle counts.
Methods of Particle Counting
ISO 4406 uses the electron microscope counting method. NAS 1638 uses the optical counting method. SAE AS 4059 uses the optical counting method or electron microscope counting method.
Particle Size Classifications
ISO 11171 specifies the following cumulative sizes of particles: >4, >6, and >14 µm.
The NAS 1683 system divides particles into five particle size ranges: 5–15, 15–25, 25–50, 50–100, >100 µm.
SAE AS 4059 specifies the following size ranges of particles for the optical counting method: 6-14, 14-21, 21-38, 38-70, and >70 μm. SAE AS 4059 specifies the following cumulative sizes of particles for the automatic particle counting method: >4 (Code A), >6 (Code B), >14 (Code C), >21 (Code D), >38 (Code E), >70 μm (Code F).
Cleanliness levels
ISO 4406 specifies the cleanliness level of a given sample of fluid by a three-number range code representation, based on the cumulative numbers of particles of sizes greater than 4, 6, and 14 microns respectively, present in one millilitre of the fluid.
NAS 1638 specifies the cleanness level of a given sample of fluid by a single figure (from 0 to 12) representing the maximum allowed differential particle counts (i.e. worst case), present in 100 ml of the fluid, for the designated particle size ranges.
SAE AS 4059 specifies the cleanness level of a given sample of fluid by a single figure representing the maximum allowed cumulative particle counts (i.e. worst case), present in 100 ml of the fluid, for the designated particle sizes according to the particle counting method.
Cleanliness Level Targets
Equipment manufacturers, fluid suppliers, and fluid power associations have established target fluid cleanliness levels applicable for the general types of hydraulic components.
Filters, Hydraulic System
An efficient filtration system should be an integral part of every hydraulic system. Filters remove particulate contamination. When fluid flows through the media, it traps contaminants and at the same time allows the fluid to flow through it easily. A filter mainly consists of the following: (1) Filter Element, (2) Filter bowl, (3) Filter head, (4) Clogging Indicator, and (5) Bypass Valve.
Filter Head
A filter head consists of ports for the inlet and outlet, and visual or electrical indicators. It is made of cast Aluminium as a standard material or ductile iron for high-pressure applications.
Filter Housing
A filter housing encloses the filter element. Housing styles are categorised as: removable housing/cartridge unit, spin-on, in-tank, and in-line. It is usually made of ductile iron or stainless steel.
Filter Element
A filter element is usually made of steel wire screen, cellulose media, or synthetic glass fibre media. It consists of millions of tiny pores of micron sizes. A piece of filter media is pleated and assembled in a canister as disposable elements.
Steel Wire Media
Wire-mesh media are made of epoxy-coated stainless steel. The filter captures contaminants in a fluid stream on one side of the wire screen, which faces the fluid flow (surface filtration). This type of filter element is used to make coarse filters, usually known as strainers. Typically wire-mesh filters are used to catch very large, harsh particulate matter that could rip up a normal filter. Wire-mesh media are available in 3 mesh sizes: (1) 100 mesh yields 150 µm filtration, (2) 200 mesh yields 74 µm filtration, and (3) 325 mesh yields 44 µm filtration.
Cellulose Media
Cellulose Media are made from plant fibres and are held together by resins. The pores are microscopic. The thick-walled media absorbs contaminants throughout the depth of the material as the fluid flows through the media (depth media).
Glass Fibre Synthetic Media
Synthetic Media are man-made, consistent, and rounded off to provide the least flow resistance. They are made of inorganic micro-fine glass fibres. They are randomly laid into a multi-layered web with tapered pore geometry (larger pores on the upstream surface and finer and finer pores towards the downstream side). The thick-walled glass fibre media captures contaminants throughout the depth of the media.
By-pass Valve Setting
Bypass valves have cracking pressures typically in the range between 0.1 bar (2 psid) and 7 bar (100 psid). Suction and return-line filters have a lower setting [max. 1 bar (14.5 psid)] than that of the pressure-line filters [max. 7 bar (100 psid)].
Service Indicators
The filter can be provided with a pressure gauge, visual indicator, and/or electrical indicator to point out the need for the replacement of its filter element.
Magnet
A magnet can be incorporated to attract and hold ferromagnetic particles down to even smaller than 1 micron.
Installation Locations, Filters
Based on the installation locations, hydraulic filters can be classified as: (1) Strainers, (2) Suction filters, (3) Pressure filters, (4) Return-line filters, and (5) Offline filters.
Strainer
It is installed at the pump suction side. It is a coarse filter, made of a piece of wire mesh, typically having a mesh width of ≥149 μ.
Suction filter
The suction filter is connected to the pump suction side. It is a coarse filter typically having a mesh width in the range from 5 to 149 μ. It is usually mounted outside of the reservoir in a service-friendly manner. It protects the pump from coarse particles, economically.
Pressure filter
It is installed downstream of the pump. It can also be smaller and finer (10 – 20 μ). The main function is to keep the fluid that comes directly from the pump clean. It serves to protect expensive and dirt-sensitive downstream components.
Return-line filter
It is installed in the return-line. The purpose is to trap dirt from the system working components, as well as particles entering the system through the worn piston-rod seals in the system.
Off-line filtration
It consists of a separate pump, filter unit, hoses, and quick-disconnect couplers. The components can be arranged on a mobile cart and retrofitted to an existing system temporarily or integrated into the hydraulic system permanently. In this system, fluid is pumped out of the reservoir, passed through the filter, and allowed to return to the reservoir continuously.
Air Breather
Air breathers provide fast-acting protection against airborne moisture and particulate contamination. They stop solid particulate down to 3 µm at 97% efficiency and prevent moisture from entering the reservoir.
37 books in Paperback and Kindle eBook versions on the subjects of Pneumatics and Hydraulics, authored by Joji Parambath, have been published under Fluid Power Educational Series. Joji Parambath is a trainer in the field of Pneumatics, Hydraulics, and PLC, for over 25 years. All the books are available at Amazon marketplaces.
These textbooks deal with the components and circuits of hydraulic systems. The fundamentals required to understand the core topics are given initially. The book describes the topics on hydraulic fluids, filters, power packs (reservoirs, pumps, pressure relief valves) hydraulic actuators, directional control valves, flow control valves, pressure control valves, fluid conductors, and accumulators, in detail. Further, the book presents the maintenance, troubleshooting, and safety aspects of hydraulic systems.
These books separately describe the design aspects of hydraulic systems in the SI system units and the English system units for educational purpose. These books highlight the essential parameters, mathematical relations, and specifications of many hydraulic components such as hydraulic pumps, reservoirs, pressure relief valves, filters, fluids, hydraulic cylinders, hydraulic motors, control valves, accumulators, and fluid conductors. Examples of designing typical industrial hydraulic systems are also given in this book. Patient learners can extract many design concepts from any of these invaluable books.
The book on hydraulic fluids explains, in detail, the functions, types, characteristics, and selection of hydraulic fluids. The subsequent sections present topics on fluid contamination, the effect of contamination on fluids, fluid analysis, fluid quality standards, and the maintenance aspects of fluids.
This book on filters presents the principles of filtration in hydraulic systems. These principles include the materials of filter media, various designs of filters, and the typical locations of filters in hydraulic systems. Further, this book describes the filter element performance ratings, such as the micron ratings, beta ratio, and filter efficiency, and the multi-pass test to determine such ratings.
These books take up a detailed discussion of hydraulic power packs and their constituent parts including reservoirs, pumps and pressure relief valves. These books also give a brief note on the topic of heat dissipation and sound reduction techniques in hydraulic systems.
These books bring out the essential technical information related to hydraulic cylinders, in a simple and easy to understand manner. The topics include the principal parts and body styles, position transducers, piston-rod buckling, classification and types, side loads, installation and mounting, advantages, applications, standards, maintenance and safety, and design of hydraulic cylinders.
These books bring out the fundamentals and other most essential technical information related to hydraulic motors. The topics include basic hydraulic motor working, terms and definitions, constructional features, side loads, classification, comparison, performance characteristics, applications, and maintenance of hydraulic motors.
These books bring out the essential technical information related to hydraulic accumulators extracted, especially from the material available from the manufacturer’s domain. The topics include functions, classification, constructional features, comparison, pre-charging, safety requirements, applications, maintenance, and accumulator sizing. Many hydraulic circuits with accumulators are also presented.
These books present information about the constructional features, performance specifications of pipes, tubes, and hoses and their fittings. The topics include the terms & definitions and design of hydraulic conductor systems, and installation, routing, and maintenance of fluid conductors.
This article can be downloaded by clicking thelink here
A bladder accumulator consists of a seamless cylindrical pressure vessel (shell), internal elastomeric bladder, poppet valve, fluid (oil) port, charging valve, and clamps and brackets. A schematic diagram of a bladder accumulator is shown in the figure below and the basic constructional features and specification parameters are highlighted in the subsequent sections.
Figure | A bladder accumulator
Shell, Bladder Accumulator
The shell is made of carbon steel, stainless steel, or low-temperature steel. For use with a chemically aggressive fluid, the interior of the carbon steel shell can optionally be provided with corrosion protection. Alternatively, stainless steel can be used for the accumulator parts that are liable to be exposed to a corrosive environment.
Bladder
A full range of bladders is developed from the most advanced elastomers capable of meeting a wide range of temperatures from -45ºC [-50ºF] to +150ºC [300ºF]. They must also be compatible with a wide variety of fluids.
Buna-N is the standard material used for the bladder and is suitable for most fluid power applications. Other materials, such as low-temperature Buna-N (ECO), Viton (Fluorine rubber, FKM), Butyl, and Hydrin, are also used as bladder materials.
Poppet Valve, Bladder Accumulator
The fluid chamber in a bladder accumulator is provided with a spring-loaded poppet valve. This valve prevents the extrusion of the bladder into the downstream tubing, in case the bladder over-expands.
Fluid Port, Bladder Accumulator
The fluid chamber includes standard ports with threads conforming to ISO (metric), DIN, ANSI (NPT), etc., or special bolt-on flanges conforming to DIN, ANSI, SAE, etc., for making a direct connection to the associated hydraulic system.
Bladder Accumulator Models
Bladder accumulators are designed as bottom-repairable and top-repairable models.
Clamps and Brackets
Clamps and brackets can be used to mount accumulators for their proper support and isolation from system vibrations.
Charging Kit
The gas chamber is pre-charged with nitrogen gas to a certain pressure level using a nitrogen source and a charging kit.
Installation
Bladder accumulators can be installed vertically, horizontally, or at any angle depending upon the application requirements. For example, the vertical position of the accumulator is preferable for energy storage applications.
Advantages and Limitation
Bladder accumulators are fast-acting and do not exhibit hysteresis. The main limitation of the bladder accumulators is that they are larger than other types of comparable accumulators.
Safety Requirements
Accumulators can be dangerous to personnel and property if they discharge the stored pressure inadvertently. Therefore, it is necessary to isolate the accumulators from the associated systems and discharge the pressures from the accumulators, during periods of maintenance. Typically, safety devices must be incorporated in an accumulator to provide a shut-off facility and pressure-limiting and pressure relief features. A safety-and-shut-off block consists of a shut-off valve, manual bleed valve, pressure relief valve, optional 2-way solenoid-operated bleed valve and pressure gauge.
Specification Parameters, Accumulator
Nominal volume
Gas compression ratio
Flow rate
Effective gas volume
Maximum working pressure
Shell material
Bladder material
Corrosion protection
Accumulator Model
Fluid port material
Fluid port size
Fluid port connection
Gas port size
Gas port connection
Gas charge kit
Mounting support
Operating temp
Country of destination
Standards for compliance
Shell certification
Specification Parameters, Safety and Shut-off Block
Size (eg. DN08, NG 10 etc)
Maximum operating pressure (eg. 350 bar / 5000 psi)
Shut off valve, poppet type
Bleed valve, poppet type (Manual, Manual + Solenoid)
Pressure relief valve Rating (eg. 350 bar / 5000 psi)
More details about Accumulators can be accessed from the following low-cost books by the author.
Hydraulic Accumulators and Circuits in the SI Units
Joji Parambath
Accumulators in Hydraulic Systems in the English Units
Joji Parambath
The book brings out the essential technical information related to hydraulic accumulators extracted, especially from the materials available from the manufacturer’s domain. The book explains the functions, classification, constructional details, and comparison of many types of accumulators including piston, diaphragm, and bladder types. Further, the book presents the topics on pre-charging, safety requirements, and applications of accumulators, in sufficient detail. A chapter gives basic circuits of accumulators. Another chapter presents the topic of the sizing of accumulators with many numerical examples. The topics of maintenance and specifications of accumulators are given at the end of the book.
Many other fluid power topics are given in other simple-to-understand books in paperback and Kindle eBook formats under the fluid power educational series by the same author. Also, please see the details at https://jojibooks.com
[This is an extract of the article on ‘Mounting Configurations of 4-port Hydraulic Directional Control Valves’ by Joji Parambath. The full article can be downloaded by clicking the link here]
Table 1 presents the size designations, port sizes, and nominal flow rates for different sizes of 4-port hydraulic directional control valves according to the DIN (NG part), NFPA, ISO, and CETOP standards. However, the dimensions given are indicative, and the exact values may be ascertained from the data on the manufacturer’s catalogs.
Table 1 | The size designations, port sizes, and nominal flow rates for different sizes of directional control valves
Size representations
NG
NFPA
ISO
CETOP
Port diainch (mm)
Nominal flowgpm (lpm)
NG 4
D02
02
2
0.177 (4.5)
5 (20)
NG 6
D03
03
3
0.295 (7.5)
10 (40)
NG 10
D05
05
5
0.44 (11)
20 (80)
NG 16
D07
07
7
0.69 (17.5)
30 (120)
NG 25
D08
08
8
0.984 (25)
60 (240)
NG 32
D10
10
10
1.25 (32)
100 (400)
A directional control valve or group of valves for a hydraulic system can be configured in many ways according to the required installation convenience. According to the way the valve body and ports are organized, the valve or valve system can be of the following types: (1) line-mounted, (2) sub-plate mounted, and (3) manifold mounted.
Line-mounted Valves
In a line-mounted valve, the valve assembly includes the valve body and ports as an integral unit, as shown in Figure 1. The ports are threaded to fix fittings for fluid conductors. Therefore, the conductors can be directly connected to the valve.
Figure 1 | A line-mounted valve
Line-mounted valves are lightweight and less expensive. However, they are prone to leakage. Further, they are not easy to assemble and disassemble, as all connections to the valve should be removed when the valve is to be repaired or replaced. Line-mounted valves are suitable for mobile equipment and small-flow hydraulic systems.
Sub-plate Mounted Valves
In a subplate-mounted valve, as shown in Figure 2, the valve and set of connection ports are distinct sections. All the ports are provided on a subplate, which can be side-ported or bottom-ported. All conductor connections are made to the ports on the subplate.
The sub-plate serves as a convenient mounting pad for mounting one valve. It contains bores, mostly with a standard pattern, to pass a fluid medium and hence realize the control function of the associated valve. The valve with O-ring seals is mounted to the sub-plate using bolts. The seals are necessary to eliminate leaks. Valve manufacturers offer many thread options, such as NPT, SAE, metric, BSP, etc. Sub-plates are manufactured as per a standard or custom-made. Aluminum, ductile iron, or steel material can be used to construct a sub-plate depending on the system pressure.
Disconnecting conductor connections is not required when replacing a valve mounted on a subplate. This feature is convenient, as the time and cost of replacing the valve can be greatly reduced. Some manufacturers offer wiring channels in the subplate. The subplates come in many different sizes, patterns, and locations for ports, mounting holes, and pressure ratings.
Figure 2 | A sub-plate mounted valve
Interface Layouts for Sub-plates
The sizes, locations, and pattern of ports and mounting holes on the mounting surface of a sub-plate should perfectly match that of the associated four-port hydraulic directional control valve. Therefore, the parameters of mounting surfaces of valves and sub-plates are standardized as per NFPA T3.5.1 MR1, ISO 4401, CETOP, or NG part of the DIN 24340 standard. These standards specify sizes, size designations, interface layouts, and locations of ports and mounting holes for different sizes of valves and sub-plates. A sub-plate mounted directional control valve conforming to a particular standard from any manufacturer is interchangeable with a valve of comparable size and conforming to the same standard from a different manufacturer. The probable difference can be whether the bolts have SAE or metric threads.
Interface Layout for a Sub-plate of Size 03 as per ISO 4401 [NFPA D03, CETOP 3, or NG 6]
Figure 3 gives the locations, pattern of ports, and holes for mounting bolts and locating pins on the mounting surface of a sub-plate for size 03 as per ISO 4401 [NFPA D03, CETOP 3, or NG 6] without pilot ports.
Figure 3 | Interface layout for a sub-plate of size 03 (without pilot ports) as per ISO 4401
Port Sizes and Locations, Size 03 Conforming to ISO 4401
The indicative sizes and locations of ports and other openings for fixing bolts and the locating pin are given in Table 2.
Table 2 | Sizes and positions of ports and holes for mounting bolts and locating pins for size 03, ISO 4401
Axis
P
A
T
B
F1
F2
F3
F4
X
Y
G
Φ 7.5 max
Φ 7.5 max
Φ 7.5 max
Φ 7.5 max
M5
M5
M5
M5
Φ 3.3 max
Φ 3.3 max
Φ 4
x
21.5
12.7
21.5
30.2
0
40.5
40.5
0
0
40.5
33
y
25.9
15.5
5.1
15.5
0
-0.75
31.75
31
22
9
31.75
Manifold Assembly
The flow in a complex hydraulic system with conventional pipe connections tends to be restricted. Further, the pipe connections can become potential leakage points. A hydraulic system with the manifold assembly enables the creation of hydraulic circuits without the use of pipes and fittings and helps to build a compact, leak-free, and easier-to-maintain system.
A single-piece bar manifold or stackable plate assembly in a hydraulic system provides a single place to mount several valves with standard mounting patterns. These units are also available with wiring channels and plug-in valves for solenoid operation. The manifold in a hydraulic system is designed to distribute fluid throughout the system. Hydraulic valves installed within the manifold regulate the flow of the pressurized fluid.
The bar manifold, as shown in Figure 4, supports all valves and contains all the passages for the entire hydraulic system.
A stackable modular plate assembly consists of two or more sub-plates connected to make a valve stack with an internal passage for a common pressure connection and an internal passage for a common tank connection. Each modular sub-plate unit supports only one valve and contains internal passages for the supported valve as well as flow-through provisions. It is normally connected to a series of similar modular blocks to make up a complete system.
Figure 4 | A bar manifold
There are two ways of manufacturing manifolds: That is: (1) A manifold can be made from a piece of steel, aluminium, or cast iron that can be drilled to provide the required flow passages. (2) A manifold can also be custom-made from several layers of steel sheets that have appropriate passages machined or milled through them. These sheets, along with solid metal end plates, are then stacked, and the whole stack is brazed. With this laminar design, the internal passages can be formed in contoured shapes and as large as possible. Therefore, in a manifold, any flow rate can be accommodated with minimum pressure drop.
The advantages of manifold systems include reduced costs of assembly and installation, decreased pressure drop, bare minimum leak points, and easy component interchangeability.
Joji Parambath
Author
References:
Document on ‘Bar Manifold DO3 (Size 6) Parallel Circuit Normal Flow’ Finotek Machinery, www.finotek.com
Document on ‘Port patterns NG 3 to NG 25’ WEBER-HYDRAULIK ValveTech GmbH, www.weber-hydraulik.com
Document on ‘Serial Plates with Side Ports for ISO 4401-03 Valves’ Size 06 (D03) pmax 250 bar (3600 PSI)’, AGRO HYTOS, www.argo-hytos.com
Document on ‘Subplates SDO3, 5, 7 & 8’ HYVAIR, www.hyvair.com
Documents on ‘DIRECTIONAL VALVE OPERATION: Directional Valve Features, Selection and Operating Recommendations’ and ‘Specifications: D03 Pattern Directional Control Valves’ DYNEX, www.dynexhydraulics.co.uk
Interface ISO Size 03 to ISO 4401-03-02, Form A6 to DIN 24 340, NFPA T3.5.1 MR1 / ANSI B93.7M-D03’ Reference: 400-P-030501-EN-00, BUCHER Hydraulics, www.bucherhydraulics.com
ISO 4401: Hydraulic fluid power — Four-port directional control valves —Mounting surfaces
Technical information on ‘Overview mounting plates and mounting surfaces’, HAENCHEN, www.haenchen.de
Hydraulic cylinders are designed to operate at high pressures and handle high loads in demanding operating conditions. Therefore, they need to be constructed with materials of high strength, expert workmanship, and advanced features to provide ruggedness, high quality, maintenance-free operation, and long service life. Some of the features of cylinder construction are presented below to update or refresh your memory.
Barrel
The barrel of a hydraulic cylinder is made of a high-strength seamless-drawn tube that is precision-machined to a perfect finish. The internal surface of the barrel must be very smooth so that the wear and leakage can be controlled. The barrel should of quality and manufactured to high precision to meet the rigid standards of straightness, roundness, and surface finish.
Piston
The primary function of a piston in a hydraulic cylinder is to transmit the force to the load attached to its piston-rod. Apart from this, it acts as the bearing in the cylinder barrel. Pistons can be manufactured with wide bearing surfaces to resist side loading. The piston must be a perfect fit inside the cylinder barrel. It must be reasonably cylindrical and finely finished for its smooth output motion.
Piston-rod
A smooth, hard, and corrosion-resistant surface is essential for the outer surface of the piston-rod. Therefore, the piston-rod is, usually, made of induction-hardened steel or stainless steel. It may also be chrome-plated with an ultra-fine surface finish to ensure its resistance to wear and corrosion.
End-caps
They are cast from iron or aluminium or made from high-quality steel. They may be designed with square or round shapes to match the barrel shape. They can be fixed by tie-rods, or threaded or welded to the barrel. They also incorporate threaded entries for ports. The end-of-travel shocks in a cylinder can be absorbed with the cushion valves built into its end-caps.
Cushioning
Cushions with tight tolerances can be provided at the head-end and/or cap-end sides of a cylinder for the progressive deceleration of the piston and piston-rod assembly at its end-of-stroke positions.
Seals
Piston seals may be self-compensating to conform to variations in pressure, mechanical deflection, and wear. They may also incorporate wear bands to provide smooth operation, longer bearing life, and high load-carrying capacity. The extrusion of the piston seals can be prevented by using backup washers. The piston-rod pressure seals must be designed to provide efficient sealing under all operating conditions. The piston-rod double-lip wiper seal on the piston-rod must be designed to prevent the ingress of dirt into the cylinder for extending the life of gland and seals. Pressure energized seals are used for the barrel to make sure that the cylinder body remains leak-tight, even under pressure shock conditions. Many classes of seals are available to accommodate the many types of fluids and the varying temperature ranges.
Air Bleeds
Air bleeds can be recessed into one end or both ends of the cylinder body for venting trapped air in the cylinder. For bleeding air, first, move the piston to the end-of-stroke position, and then slightly open the bleeder screw until bubble-free oil emerges. Then tighten the bleeder screw again.
Gland Drain
A gland drain may be provided on a long-stroke cylinder or a cylinder with a constant back pressure to relieve the accumulated fluid behind the gland wiper seal. A transparent tube can be used between the cylinder port and the associated reservoir to monitor an inaccessible cylinder and get an early indication of the need for gland servicing.
Joji Parambath
Author
References:
Industrial Hydraulic Systems and Circuits -Basic Level (In the SI Units) by Joji Parambath
Industrial Hydraulics -Basic Level (In the English Units) by Joji Parambath
Hydraulic Cylinders (In the SI Units) by Joji Parambath
Hydraulic Linear Actuators (In the English Units) by Joji Parambath
Catalogue on ‘Metric Hydraulic Cylinders Series HMI’, Parker Cylinder
Further Reading
Industrial Hydraulic Systems and Circuits -Basic Level (In the SI Units)
Joji Parambath
Industrial Hydraulics -Basic Level (In the English Units)
A long-stroke hydraulic cylinder often experiences significant side-load forces while in operation, especially when it is fully extended. The side load in the cylinder is the force component that acts laterally across the axis of its bearings, piston-rod seals, or piston.
Many reasons can be attributed to the development of side loads on the cylinder. An off-centre load on the cylinder can cause side loads on its bearings, seals, and piston. Similarly, the cylinder experiences side loads if it is not aligned or mounted correctly. Even the weight of the cylinder or its piston-rod exerts side load on the rod bearings and the piston bearings.
Standard hydraulic cylinders are not designed for handling heavy eccentric loads, and hence, they are vulnerable to side loads. The side loads on a hydraulic cylinder are liable to cause stress on its bearings, seals, piston, mounting flange, and mounting bolts. They ultimately reduce the service life of the cylinder. Therefore, it is essential to reduce the side loads imposed on the cylinder. It can be reduced by the proper mounting arrangement of the cylinder. The axis of the cylinder must be correctly aligned to the axis of the load attached.
A technician must take great care when mounting the cylinder so that the load does not exert side load forces on the piston-rod. Adequate bearings support on the piston and in the piston-rod gland area also helps reduce the side loads on the cylinder.
Joji Parambath
Author
Reference:
Industrial Hydraulic Systems and Circuits – Basic Level (In the SI Units)
Joji Parambath
Industrial Hydraulics – Basic Level (In the English Units)
Joji Parambath
These books describe the topics of Hydraulic power packs, Hydraulic actuators, Directional control valves, Flow control valves, Pressure control valves, Hydraulic accumulators, and Fluid conductors.
A series of fluid power educational series books in paperbacks and eBooks formats are published through Amazon Kindle Direct Publishing platform. These books are available at Amazon market places
The preventive maintenance is carried out on hydraulic systems to keep them in a perfect working condition at all times. However, faults or breakdowns do occur in hydraulic systems, which have to be traced and corrected with minimum delay and expense. Table below gives pump malfunctions and their potential causes and rectification.
Disturbances
Possible causes
Rectification
Loud pump noise
Cavitation
-Clean dirty strainer/filters -Replace defective filters -Use filter of correct size -Change system fluid -Maintain fluid level in reservoir -Warm up fluid, if too cold -Clean reservoir breather vent -Correct drive motor speed
Hot pump
Hot fluid
-Increase reservoir capacity -Change system fluid -Change filters -Clean/replace cooler
Low pump discharge
Low flow
-Replace with correct type -Set valve correctly -Replace or overhaul -Tighten leaking connections -Adjust swash plate angle correctly
Pump slows down or stalls
Low voltage supply
-Provide correct power supply
Pump slows down or stalls
Drive motor in Star connection
-Re-wire in Delta connection
Motor turns backwards
Phase reversal
Interchange any two phases
Motor erratic/ not operating
Wrong motor wiring,
-Re-configure wiring
Motor erratic/ not operating
Wrong power supply
-Provide correct power supply
References:
Categories of malfunctions in hydraulic systems in terms of its general disturbances, and their possible causes and rectification are presented in the above books. Further, the component-wise malfunctions and their potential causes and rectification are also presented.
Joji Parambath
Director
Fluidsys Training Centre
Are you looking for a course on Pneumatics and Hydraulics?
Please visit Fluidsys Training Centre Pvt. Ltd., Bangalore, India. https://fluidsys.in
Most of the hydraulic system failures are similar. That is there is a sudden or gradual loss of pressure or flow. Consequently, cylinders and motors in these systems may stop working. Any of the system components can be at fault. Possible causes of hydraulic cylinder faults and their rectification are highlighted below:
Possible causes
Rectification
General
Damaged/worn seals
-Replace seals
Excessive rod wear
-Prevent wear
Rod damaged
-Replace rod
Rod seized
-Repair
Faulty alignment
-Align properly
Broken linkages
-Replace damaged linkages
Loose mountings
-Tighten mounting bolts
Jerky movement
-Assemble piston packing correctly -Avoid heavy load at slow speed
-Bleed cylinder of entrained air -Check and set cylinder cushion
Erratic operation
Air in system
-Clean filters -Replace worn seals -Drain and flush fluid -Change system fluid -Fill reservoir to proper level -Tighten leaking connections -Bleed air from system -Replace worn shaft/seal
– Repair or replace worn parts –Tighten loose packing -Use medium viscosity fluid -Control fluid contamination -Control wear
References:
Categories of malfunctions in hydraulic systems in terms of its general disturbances, and their possible causes and rectification are presented in the above books. Further, the component-wise malfunctions and their potential causes and rectification are also presented.
Joji Parambath
Director
Fluidsys Training Centre
Are you looking for a course on Pneumatics and Hydraulics?
Please visit Fluidsys Training Centre Pvt. Ltd., Bangalore, India. https://fluidsys.in
Any hydraulic system is inherently dangerous, as an enormous amount of energy is transmitted through the high-pressure system. There are many hazards associated with hydraulic systems. The safety of personnel must be ensured while they are operating and maintaining hydraulic systems. Every operator of hydraulic systems has the right to know the hazards of his/her occupation.
The pressurized fluid in a hydraulic system may get discharged when a component fails. This discharge can cause the dangerous release of mechanical forces unexpectedly. Components or fittings can eject or move unexpectedly, hoses can whip around with great force, or high-pressure fluid can inject through pinholes at a very high speed. When maintenance is to be carried out on a system with accumulators, it is essential to isolate the power source from the rest of the system, open the bleed valve, and verify the system pressure.
References:
Industrial Hydraulic Systems and Circuits – Basic Level in the SI Units
Joji Parambath
Industrial Hydraulics – Basic Level in the English Units
Joji Parambath
Hydraulic systems, including fluid and components, are very hot. Certain fluids can chemically burn the skin. The exposure of the hot fluid to the skin can cause the blistering of the skin and even burns. Some types of hydraulic fluids are also flammable. Elevated temperatures may cause the release of toxic vapours from fluids, which are harmful when inhaled. Some people can get allergies when exposed to hydraulic fluids or the additives within the fluids. Eyes are more sensitive to fluid splash than other parts of the body. Therefore, it is essential to use Personnel Protective Equipment (PPE) when working with hydraulic systems.
In two-hand safety operations in dangerous industrial operations, such as a pneumatic press, the hands of an operator must be engaged for safety reasons. This condition is usually achieved by arranging two pushbuttons (Say, PB1 and PB2) at a distance.
That means the operator cannot press the pushbuttons with one hand. At times, operators tend to latch one of the pushbuttons by other means, operate the machine with one hand, and adjust the workpiece or tools with the other hand.
The pushbuttons must be pressed within a short time, say one second, to get the anti-tie-down feature. A ladder program to implement this control requirement by taking a lamp (Q100.1) as the representative output device.
Ladder Program
Programmable Logic Controllers and Programming Concepts
With Electrical, Pneumatic, and Hydraulic Applications
A PLC system is usually designed with LEDs on the CPU, power supply, and I/O modules for fault diagnosis. It is usually provided with built-in fault analysis measures to carry out self-testing and display fault codes, which can then be interpreted by looking up the code in a list provided by the manufacturer to give the source of the fault and possible method of rectification.
Moreover, the PLC may be provided with a backup power source to keep the system running in the event of a power failure.
A PLC system may fail due to the following reasons: hardware problems, alteration of user programs, improper wiring, power failures, ground integrity, electromagnetic interference, loss of communication, and excess heat.
Programmable Logic Controllers and Programming Concepts
With Electrical, Pneumatic, and Hydraulic Applications
Joji Parambath
Hardware Faults
The hardware problems in PLCs are caused by CPU, memory, I/O modules, and field devices.
CPU
The troubleshooting engineer must identify the source of the problem using LED indicators, and the troubleshooting table indicating the problem description, probable causes and recommended action against each status indication.
Memory
The PLC memory can become corrupted, or the program may get altered by external factors such as electromagnetic interference, radio frequency interference, improper wiring and grounding, heat, and disruptions of power.
I/O Modules
The I/O modules in PLCs are provided with status indication LEDs. I/O failures are caused by errors in the PLC configuration, loose I/O blocks, broken wires, and incompatible modules.
Field devices
The field devices such as sensors and solenoids may malfunction due to loose connections, damage to the circuitry, and device failure.
Power Failure
A PLC power supply may fail due to blackout, loose connections, or broken wires. A sudden failure of the power supply can cause the scrambling of its memory and loss of process data.
Faulty Grounding
A good grounding of the PLC system is essential for the safety of the system and personnel. Ground wires must be fully intact.
Electrical Noise
A common cause of electrical noise in a PLC system is electromagnetic interference, which typically occurs, for example, when a large electric motor is started nearby.
Network and Communication Failures
The PLC communication network can fail due to hardware faults, power supply failures, wrong configuration and setting of network, and incompatible components.
Excess Heat and Vibration
A PLC system must be safeguarded from the excess heat and vibration and anything that generates excess heat should be kept at a safe distance from the PLC.
A PLC system with communication interfacing capabilities is configured using several networked components, such as PLCs, a computer, communication modules, and HMI. These components can exchange data between two or more communication partners through the network using specific protocols for handling the data traffic.
A network is characterized by the type of hardware involved, the communication procedure, and the data transfer rate. Accordingly, PLC communication networks are multi-point interface (MPI), Profibus, Industrial Ethernet, and point-to-point (PTP) connections.
Multi-Point Interface (MPI)
Multi-point interface (MPI), used in SIEMENS PLC systems, is designed as a programming device interface and is intended for networking a small number of CPUs to exchange small volumes of data.
PROFIBUS
Profibus complies with the standard EN 50170 and is used for networking field devices for communication. This type of connection is a local area network that provides a high-speed data communication bus to which devices within the local area can be connected.
Industrial Ethernet
Industrial Ethernet is a network for connecting PLCs and computers. It is suitable for the high-speed exchange of large quantities of data and facilitates communication between the communication partners.
Point-to-point (PTP) Connection
In a point-to-point connection, a communications processor forms the interface between a PLC and a communications partner. Serial communication occurs when bits belonging to each byte of information are transmitted one after the other in a serial order.
Programmable Logic Controllers and Programming Concepts
With Electrical, Pneumatic, and Hydraulic Applications
Joji Parambath
Cables
Cables are used as the transmission medium for communication among devices connected in a PLC system. There are two types of cables available. They are: (1) Copper cables and (2) Fibre-optic cables.
Copper cable can be sub-divided into: (1) 2-core cable, (2) coaxial cable, and (3) shielded twisted-pair cable
Fibre-optic cable can be sub-divided into: (1) glass fibre-optic cables and (2) plastic fibre-optic cables
RS-232C
RS-232C interface is a kind of serial physical interface standard. This method is based on 1:1 communication, which is generally applied to the point-to-point communication within a short distance of 15 meters.
RS-485
RS-485 is a network interface that uses a master-slave communication method. That is one master communicating with multiple slaves (1: N). This network can be used as a two-wire or four-wire network. RS-485 network supports long-distance links, and the cable length can be up to 1200 m.
RS-422A
RS-422A is a network interface that also uses a master-slave communication method. This network can be used as a two-wire or four-wire network. RS-422A network supports long-distance links, and the cable length can be up to 1200 m.
Authored by
Joji Parambath
Author
Fluid Power Educational Series
If you are interested in a PLC course with pneumatic applications, we invite you to explore the comprehensive training program offered by Fluidsys Training Centre Pvt Ltd., Bangalore.
Discrete output proximity sensors are most important for industrial applications. They gain importance in such applications where it is necessary to record or count moving objects or work-pieces on machines or conveyors. Based on the way of connection of the final output amplifier transistor of a discrete proximity sensor to the power supply terminals, proximity sensors can be categorized into two types:
Sinking (NPN) output sensors
Sourcing (PNP) output sensors
Sourcing (PNP) Output sensor
The sourcing output sensor has a PNP transistor output with its emitter connected to the +Vcc of the supply for positive switching, as shown in Figure 1. The load is connected between the proximity sensor output and the negative potential. This connection means that the sensor output will be pulled up to the positive potential, and hence the grounded load will be connected to the positive potential through the transistor in the switched state. This connection will allow the current to flow from the positive potential through the sensor to the output (hence sourcing). This sensor is best selected when all electrical devices in the control system use a single source of the supply voltage.
Figure 1 | A sourcing output proximity sensor and its load connection
Discrete Sensor connection to PLC Input
As discussed, the output of a discrete proximity sensor can be sinking or sourcing type. Similarly, a discrete PLC input can be sinking or sourcing type. Remember, it is important to interface a proximity sensor to the associated PLC input correctly for the proper operation of the PLC system. In general, a sourcing proximity sensor should be connected to a sinking PLC input, and a sinking proximity sensor should be connected to a sourcing PLC input to avoid the erratic operation of the system. For the sourcing sensor output, the PLC input circuit is wired with the common terminal connected to the common of the sensor, as shown in Figure 2.
Figure 2 | A sourcing sensor output connected to a sinking PLC input
Electro-pneumatics and Automation
Joji Parambath
This book explains the functioning of primary solenoid valves and various electrical control components. Many typical single-actuator and multiple-actuator electro-pneumatic circuits are also developed to illustrate various applications of electro-pneumatics.
Seals (or packings) are deformable materials sandwiched between the mating surfaces to close of their small gaps. They retain fluid under pressure within the system and keep foreign matter out. They prevent the metal-to-metal contact of sliding surfaces. They are made from polymer materials that are flexible (rubber) and soft (plastics). The elastomeric quality enables them to flex more efficiently.
Polymerization
A single molecule consisting of a group of similar or dissimilar atoms is known as ‘mer’ or ‘monomer. When conditions are right, several monomers can link together chemically to form long, chain-like structures (polymerization process). The resulting macromolecules incorporating thousands of monomers are known as polymers. Polyethylene, rubber, plastics are examples of polymer-based materials. According to the way the molecules are arranged in polymers, they can be of amorphous or crystalline type.
Amorphous Polymers
Amorphous polymers are composed of long and twisted molecular chains that are non-symmetrical. The intermolecular forces are weak in amorphous polymers. All rubbers (elastomers) are amorphous at room temperature. When a compressive load/stretching force is applied to the elastomeric material, the entangled molecular chains uncoil and straighten them. When the stress is removed, the chains tend to coil up again, reverting to their normal state of entanglement.
Crystalline Polymers
Crystalline polymers are composed of orderly arranged molecules. The intermolecular forces are strong in crystalline polymers. The orderly arranged molecules of polymers are rigid. Most plastics are either crystalline or semi-crystalline.
Polymer Additives
Seals are liable to encounter potentially harmful service and environmental conditions such as extreme pressure and heat/cold. Other ingredients must be added to enhance its physical and chemical properties. These ingredients may include fillers (to reinforce the material), cure activators and accelerators (to increase cure speed), plasticizers (to aid flexibility), and pigments (for colourization).
Properties of Polymers
The number of molecules (the chain length) and thus the molecular weight has a significant impact on the polymer’s physical properties. That is, polymers with high molecular weights are essential in the formulation of tough materials meant for applications with severe operating conditions. Physical Properties of polymers include hardness, tensile strength, tear resistance, abrasion resistance, compression set, and resilience. When the polymer is heated, its inter-molecular forces decrease. The seal material must be chemically compatible with the system fluid.
Amazing Book Series!! For more Hydraulic Knowledge, Please Read the Fluid Power Educational Series Books
Hardness is measured with a portable instrument called ‘Shore durometer’. It utilizes a cone indenter point loaded by a calibrated spring to gauge the resistance of the test specimen of seal material to indentation. The penetration depth (d) of the indenter under the load determines the hardness of the specimen. There are two Shore scales used for measuring the hardness.
Shore A Scale
The Shore A scale is used for testing soft elastomers (rubbers). Its loading force is 822 g, and it uses a lighter spring and a 350 angle indenter point.
Shore D Scale
The Shore D scale is used for testing hard elastomers (plastics). Its loading force is 4536 g, and it uses a stiffer spring and a sharp 30° angle indenter point.
Measurement Procedure
When the Shore A durometer is pressed against a flat elastomer, the indenter point is forced back against the spring. The force reflects on the gauge with an arbitrary scale of 0 to 100. Harder substances generate large durometer numbers. The most common hardness range for seal materials for hydraulic systems is from 50 to 80 Shore A. The shore D durometer accurately measures the hardness of materials that are harder than 90 Shore A.
Terms and Definitions
Compression set is the amount by which the seal material remains short of its original shape after being released by the compressive load. This parameter is, usually, expressed as a percentage of its original dimension. A seal often hardens and assumes the gland shape due to compression set.
Extrusion refers to the flow of a part of an O-ring into the clearance between two mating metal parts when subjected to high pressure. The extruded portion of the seal is liable to be nibbled away from the low-pressure side. The continuous biting away of the extruded part can lead to a complete seal failure. Anti-extrusion devices can be used to avoid extrusion.
Factors Affecting Seal Performance
System and device parameters that affect the seal performance are the pressure, temperature, the speed of movement of dynamic sealing surfaces, the quality and finish of mating surfaces, and the humidity. The properties of the seals are also affected by their exposure to oxygen, ozone, and sunlight.
Pressure
Seals are subjected to operating pressures as well as the shock pressures. Further, excessive pressure can cause seal extrusion and pressure spikes can deform the seals. The result of repeated deformations is the premature wear of the seal materials.
Temperature
Lower temperatures may harden the seals and make them brittle. At higher temperatures, the seal materials may become too soft to withstand the applied pressure and are susceptible to extrusion.
Speed
As the speed of a moving part at the contact surface of a seal increases, the fluid film between the sealing surfaces breaks and, as a result, more friction is produced.
Surface finish
Improperly finished metal surfaces generate greater friction. Smooth surfaces lack the necessary cavities to hold the lubricating fluids. The purpose of all surface finishes is to provide surfaces that inflict least wear to seals. The range of ideal average roughness (Ra) of the working surfaces in hydraulic systems is 0.5 to 0.6 μm.
Oxygen, Ozone & Sunlight
Oxygen, especially along with heat, causes the hardening of the seal. Ozone and sunlight are capable of causing breakage of the polymer chains.
Classification of Hydraulic Seals
A static seal is used in between stationary parts in hydraulic devices to seal high-pressure fluid. A dynamic seal is used in-between parts, where there is reciprocating or rotary motion. In reciprocating seal applications, a seal slides back and forth within its gland. In rotary seal applications, a seal moves radially within its groove.
Static Seals
O-ring is probably the most commonly used static seal. In high-pressure systems, static seals may be configured with backup rings to prevent excessive compression of the seals and seal extrusion.
Dynamic Seals
Hydraulic seals for applications involving the oscillation or slow rotation with surface speeds less than 15 metres/min are usually classified as dynamic seals. Hydraulic seals for applications involving high-speed rotation with surface speeds greater than 15 metres/min (0.8 ft/s) are usually classified as high-speed rotary seals.
Seal Materials
Elastomer Group
Acrylonitrile/Butadiene (NBR)
Based on butadiene and acrylonitrile copolymer
Excellent abrasion resistance, high tensile strength, and high resilience
Good compatibility with petroleum-based fluids
Limited resistance to heat
Most widely used for U-cups, Lip seal, and V-packing
Viton (Fluorocarbon Rubber or FKM)
Carbon backboned polymers, highly fluorinated
Excellent heat resistance, with thermal stability up to 262 0C
Compatible with a broad range of fluids
Low compression set and excellent ageing characteristics
Used for U-cup seals, lip seals, V-packing, and wipers
Silicon Rubber
Made from silicon, oxygen, and carbon
Offers good resistance to compression set, at high temperatures
Highly resistant to sunlight, ozone, oxygen, and moisture
Mainly used as static seals
Used for O-rings, gaskets, and special seals
Ethylene Propylene Rubber (EPR)
Offers excellent resistance to heat, ozone, and UV light
Not suitable for petroleum-based fluids
Used for ester-based fluids, such as Skydrol
Used for U-cup seals, lip seals, and V-packing
Plastic Group
Polyurethane
Formulated from copolymers of ether- or ester-based urethanes
An excellent choice for petroleum-based fluids
Good mechanical properties, such as high resilience and high tensile strength
Good resistance to extrusion, abrasion, tear, oxidation, and oil swell
Maintains the stability of shapes of sealing edges
Provides long service life
Nylon
Formulated from synthetic rubber and fluorine
Very high heat resistance and excellent mechanical properties
Low water absorption and good chemical resistance
Good low-temperature properties and creep resistance
Used for backup rings, anti-extrusion rings, guide ring bushes, and scrapers
P T F E (Teflon) Group
PTFE (polytetrafluoroethylene)-Teflon -is a fluoro-plastic distinguished by excellent resistance to chemicals
Virgin PTFE
Offers excellent resistance to most chemicals
Very low coefficient of friction
Operates over a broad range of temperatures
Tendency to creep, depending on the temperature and load
Used for backup rings, V-packing, O-rings, rotary seals, and gaskets
15% Glass-filled/60% Bronze-filled PTFE
A virgin PTFE is fortified with glass fibre and/or bronze to retain their toughness and flexibility, reduce their thermal expansion, and, improve their wear strength
Excellent chemical inertness and high heat resistance
Low-temperature flexibility and low running friction
Higher resistance to extrusion as compared to virgin PTFE
Preferred for high power hydraulic applications
Used for making piston seals, rod seals, and wipers
The cleanliness of hydraulic fluids needs to be monitored for maintaining the components of hydraulic systems at a satisfactory level. Many national and international organizations such as ISO, SAE, National Aerospace Standards (NAS), etc., have developed standards for specifying the particle size classification and contamination concentration levels in hydraulic fluids. All standards specify the contamination level in counts per fluid volume and provide easy methods for converting the particle counts into limits that are simple to interpret. Here is an overview of these standards.
The cleanliness classes are based on particle size [differential (e.g. 5 – 15 µm) or cumulative (e.g.>6 µm)], number, and distribution. Before proceeding further, the knowledge of the following terms and definitions would be of great help in understanding various cleanliness standards.
Methods of particle counting
There are two basic methods of counting particles in hydraulic fluids.
By using an optical microscope where the longest dimension sizes the particles. [See Figure 1(a)]
By using automatic particle counters (APCs) calibrated as per ISO 11171, where the particles are sized by the area rather than the length. [See Figure 1(b)]
Figure 1 | Sizing of particles
Particle size analysis
Several methods and instruments, based on different physical principles, are used to determine the size distribution of the particles suspended in a given sample of hydraulic fluid. The numbers of particles found in the different size ranges characterize this distribution. A particle to be analyzed can be sized by: (1) the longest dimension, as sized by a microscope, or (2) the equivalent projected area, as sized by APC calibrated as per ISO 11171.
The ISO System
In ISO 4406: 1999, particle counts are determined cumulatively, for particle sizes > 4 μm(c), > 6 μm(c), and > 14 μm(c) as per the size classification standard ISO 11171, using particle counters and allocated to measurement codes. In 1999, the previous version of the standard, i.e., ISO 4406:1987, was revised and the size ranges of the particle sizes redefined. The contamination code rating system as per ISO 4406: 1999 is given in Table 1.
The NAS System
The NAS 1638 was originally developed in 1964 to define classes for the contamination present within aircraft components. The application of this standard was extended to industrial hydraulic systems as no other standards existed at the time.
In the NAS 1638 classification, the code number refers to a maximum quantity of particles within a specific size class. The NAS system divides particles into five particle size ranges. A series of 14 classes were specified, covering very clean to very dirty levels. The method of counting the particles referenced the optical microscope method. The NAS code specifies a single code number based on the highest particle count in any of the size ranges. As the code number goes high, the degree of contamination increases for any size range. This standard is now considered obsolete. However, it is still widely used in old systems. The cleanliness codes as per NAS 1638 is given in Table 4.
The SAE System
The SAE aerospace standard AS4059 was developed in 1988 as a replacement/equivalent to the obsolete NAS 1638 format. Since then this standard has undergone six revisions and is now at issue ‘F’. This standard specifies contamination classes and levels of particulate contamination in hydraulic fluids. This standard offers two classifications. One classification, based on the microscopic counting, applies to those currently using NAS 1638 classes and desiring to maintain the methods/format. The other alternative, based on the automatic particle counting, applies to those using the methods of previous revisions of AS4059 and/or cumulative particle counts. The cleanliness classes for differential particle counts are given in Table 2, and the cleanliness classes for cumulative particle counts are given in Table 3.
Meaning of Index (c)
Particle size specifications usually contain the index(c), [Example: 4 μm(c)]. This notation is used to indicate that the calibration material used is certified and traceable to a national standard.
A Comparative Study
A comparative study of these standards in terms of the methods of particle counting, particle size classification, contamination concentration levels, and the applicability of these standards is undertaken in the following sections.
Method of Particle Counting
ISO 4406: 1999 uses the electron microscope counting method
SAE AS 4059 Rev F uses the optical counting method or electron microscope counting method
NAS 1638 uses the optical counting method
Particle Size Classification
ISO 11171 specifies the following three-dimensional cumulative sizes of particles:
>4 µm(c)
>6 µm(c)
>14 µm(c)
SAE AS 4059 specifies the following size ranges of particles for the optical counting method:
6 -14 μm(c)
14 -21 μm(c)
21 -38 μm(c)
38 -70 μm(c)
>70 μm(c)
SAE AS 4059 specifies the following cumulative sizes of particles for the automatic particle counting method:
> 4 μm(c) (Code A)
> 6 μm(c) (Code B)
> 14 μm(c) (Code C)
> 21 μm(c) (Code D)
> 38 μm(c) (Code E)
> 70 μm(c) (Code F)
NAS 1638 specifies the following differential sizes of particles:
5 – 15 µm
15 – 25 µm
25 – 50 µm
50 – 100 µm
> 100 µm
Contamination Concentration Levels
In ISO 4406: 1999 specifies the cleanness level of a given sample of fluid by a three-number range code representation, based on the cumulative numbers of particles of sizes greater than 4, 6, and 14 microns respectively, present in one millilitre of the fluid.
SAE AS 4059 specifies the cleanness level of a given sample of fluid by a single figure representing the maximum allowed cumulative particle counts (i.e. worst case), present in 100 ml of the fluid, for the designated particle sizes according to the particle counting method.
NAS 1638 specifies the cleanness level of a given sample of fluid by a single figure (from 0 to 12) representing the maximum allowed differential particle counts (i.e. worst case), present in 100 ml of the fluid, for the designated particle size ranges.
Applicability of the Standards
In ISO 4406: 1999 standard is widely used throughout the world for determining the hydraulic fluid cleanliness.
AS4059 class using differential particle count method applies to those currently using NAS 1638 classes and desiring to maintain the methods/format, and results equivalent to those specified in NAS 1638.
AS4059 class using cumulative particle counts applies to those using the methods of previous revisions of AS4059 and/or cumulative particle counts
The NAS 1638 cleanliness standard was developed for aerospace components in the US and is still widely used for industrial and aerospace fluid power applications. It may be noted that NAS 1638 has now been made inactive for new designs.
For information on a complete range of Paperback & Kindle eBooks on Pneumatics and Hydraulics, authored by Joji Parambath, please visit: https://jojibooks.com
Particle Measurement Technology in Practice. From Theory to Application, HYDAC Filtertechnik GmbH, Industriegebiet 66280 Sulzbach / Saar, Germany, www.hydac.com
Swift-JB International, LLC is a division of Swift Filters, Inc
Note: The Tables of cleanliness standards are not included here. The complete article with the Tables can be downloaded by clicking the following link:
The book describes the design aspects of hydraulic systems systematically. It highlights the essential parameters and specifications of hydraulic components in SI units.
The book highlights the essential parameters and specifications of hydraulic components in English units.
[Please click on the image links to go to the book link of Amazon.com]
A hydraulic system must be designed to meet all the functional requirements of an application safely and efficiently. It is also essential to prepare the circuit diagram of the system using the correct symbols, according to the norms in one’s region. The system must provide the required performance level, withstand operational hazards, and ensure its life expectancy. Safety must be built into the system by incorporating interlocks, power-failure locks, and an emergency shutdown feature.
General Design Principles
Industrial hydraulic systems are designed with correctly-sized components, such as a power pack, pressure relief valve, actuators, and control valves using pipes, tubes and hoses. The use of undersized components and conductors in a system can cause excessive pressure losses resulting from friction, and as a consequence, the operating cost increases significantly. In contrast, the use of oversized components and conductors can impose higher capital and installation costs.
A typical design approach consists of following a set of critical steps. These essential design steps are: (1) System analysis and drawing specifications, (2) Circuit/Control system design, (3) Component selection and sizing, (4) Software simulation and analysis, (5) Development of system prototype, and (7) System performance evaluation & optimisation.
The design of a hydraulic system involves the following basic steps: (1) selection and sizing of components, (2) determining the system operating pressure and flow rate, and (3) finding the component specifications to meet the design objectives. The manufacturers offer wide options for the selection of pressure and flow rate combination for a particular power rating (kW or hp).
Therefore, there are many possible solutions for designing a hydraulic system as there are many components available in the market with varying specifications and quality. Optimum design of a hydraulic system for a project must try to synchronize the specifications and quality of components required with the specifications and quality of components available in the market. Here, a few examples of designing hydraulic systems are presented, purely for educational purpose.
Critical Design Steps
The following steps may be followed for finding the basic parameters while designing an industrial hydraulic system with a pump and cylinder.
An analysis of the system to be designed would reveal the application requirements of output force (F) or torque, speed (v), and output power (Pout).
For example, these parameters for a cylinder are governed by the relation (In the SI system Units):
Pout (kW) = F(N) x v (m/s)/1000
The volumetric efficiency (ηvc) and mechanical efficiency (ηmc) of the cylinder can be assumed, and its overall efficiency (ηoc) can be calculated from the relation
ηoc=ηvc xηmc
The volumetric efficiency (ηvp) and mechanical efficiency (ηmp) of the pump can be assumed, and its overall efficiency (ηop) can be calculated from the relation
ηop=ηvp x ηmp
Next, the hydraulic power (Phyd) involved in the hydraulic power transmission system can be calculated using the following equation:
Phyd = Pout / ηoc
The mechanical power input to the pump (Pinput) corresponds to the electric motor power rating, and the required power input can be calculated using the following equation:
Pinput = Phyd / ηop
The flow rate (QAp), the maximum pressure rating (Pmax), and prime mover speed (Np) of the pump can be selected from the manufacturer’s datasheet. In this way, it is possible to synchronize the system parameters with the parameters of the component available in the market.
The actual pump flow rate (QAp) is the same as the actual cylinder flow rate (QAa) and can be taken as (QA).
Calculate the theoretical flow rate of the cylinder (QTc) from the following equation:
QTc = QA x ηvc
Find the piston area (Aext) of the cylinder from the following equation.
Aext = QTc / v
Find the piston diameter (D) of the cylinder from the following equation and reconcile with the data from the manufacturer’s domain:
Aext = ∏D2/4
Select the standard size cylinder with a diameter equal to or greater than the calculated value from the data on the manufacturer’s domain. If required, modify the piston area (Aext) and reselect the pump flow rate (QAp) and check and revise the values as per the calculations given in the above sections.
Also, select the required piston-rod diameter from the manufacturer’s datasheet.
Next, find the pressure (P) required in the hydraulic line to develop the necessary force from the following equation:
F = P x A
The working pressure can be calculated by taking into account the pressure drops (Maximum 15%) in the hydraulic power transmission system. Check the hydraulic power (Phyd) and reconcile. This pressure should be less than the maximum pressure rating of the pump or any other component that is selected. Remember, this pressure can be set by using a pressure relief valve.
Next, calculate the theoretical pump flow rate (QTP) from the following equation:
QTP = QA/ ηvP
Find the volumetric displacement of the pump from the following equation:
VDp = QTP/Np
Note:
(1) Further Reading: The designs of four hydraulic systems, in detail, are systematically explained in the textbooks as mentioned above, using typical examples in the SI system units and the English system units, respectively. The initial chapters provide the information at the component level. This information can then be used for the system-level design given in the final chapter of the book.
(2) It may be noted that the article is intended for general educational purpose to illustrate the essential principles. The optimum design of a hydraulic system always depends on the exact operating and environmental conditions, amongst other factors.
This book presents the necessary information about the configuration, performance specifications, and other details of pipes, tubing, and hoses and their fittings. The book uses the SI system of units.
Please click on the image links to go to the book link of Amazon.com
Fluid conductors interconnect components of a hydraulic system for the safe and leak-free transmission of high-pressure hydraulic fluid throughout the system. Pipes, tubing, and hoses are the three basic types of fluid conductors used in hydraulic systems.
Pipes are rigid conductors with relatively larger wall thickness used to contain and convey hydraulic fluids. It is difficult to shape rigid pipes into the desired configuration. Many fittings, such as elbows, tees, etc. are needed to be used while routing a hydraulic piping system. Tubing is the most widely used type of conductor in hydraulic systems. Tubing is generally a small-diameter thin wall pipe. It can be bent into almost any shape, thus reducing the number of tube fittings while configuring a conductor system. Hoses are the most flexible and versatile type of conductors. They are capable of bending and flexing easily. The end fittings of a hose assembly are used to connect directly to adjoining pipe-work or fittings.
Pipe Fittings
Pipes are rigid conductors with relatively larger wall thickness used to contain and convey hydraulic fluids. It is difficult to shape rigid pipes into the desired configuration. Pipe connections are coupled through welded joints, flanged joints, or threaded joints.
The welded connections are more commonly used in systems involving severe mechanical load, high pressure, vibration, or high temperature. They can also be employed where leaks cannot be tolerated. The welded connections can be butt welded joints, socket welded joints, or slip-on welded sleeve joints.
However, in hydraulic piping systems with high-quality requirements, it is recommended to use non-welded connection technologies (fittings, flanges, etc.) due to their reliability and inherent cleanliness. The threaded connections are most common.
Thread joints are used for hydraulic service to produce a leak-proof metal-to-metal seal. They are either tapered or straight. Pipe threads used in hydraulic piping can be divided into two types: (1) Standard pipe threads and (2) Dry-seal pipe thread.
The type of jointing technology is selected based on the working pressure, pipe size, pipe material, fitting standards, and other conditions such as possible pressure shocks in the system, nature of the environment, etc. Fittings are available as per various standards including NPTF, JIC etc.
Tube Fittings
Since the wall sections of tubing are relatively thin, threading cannot be used to seal the tubing connections. There are varieties of tube fittings available for hydraulic applications. Tubes can be joined quickly and easily with flaring, brazing or couplings. Flared or flareless-type fittings are used for tubing end-connections.
Flared tube fitting is made up of a nut and a sleeve over the flared tubing, and a body. The most critical step in making a flare tube fitting is forming the flare without galling, over-thinning, or splitting the end of the tube. The sleeve and nut are pushed smoothly over the tubing end. When the nut is screwed onto the body, it draws the sleeve and the flare against the body, thus forming a seal.
Compression (flareless) tube fitting consists of a body, ferrule(s) and a nut. First, the ferrules and nut be slipped over the tubing. The tubing is inserted into the body, where it butts up against the shoulder. When the nut is screwed onto the body, the ferrule bites into the skin of the tubing to achieve the holding ability of the connection. This tight connection provides a positive seal.
Hose Fittings
Hose fittings can be either permanent or reusable. Permanent hose fittings are installed on the hose by crimping and cannot be disassembled. Next, reusable hose fittings are screwed or clamped on the hose end. Fittings are made to metric or SAE/JIC standards.
Quick Couplings (or Disconnects)
They are used for convenience as they can be installed and removed by hand and in situations where there is a need for the repeated connection and disconnection of the lines. A quick coupling has a male side and a female coupler. Quick couplings can be of the poppet type or flat face type. Based on the valving of the coupling, hydraulic couplings generally fall into one of the two groups: double shutoff, and straight through.
Double Shutoff couplings
Both halves of the coupler, the body and the nipple, contain shutoff valves. These valves open automatically when the body and nipple are connected, and close automatically when the two halves are disconnected—keeping fluid loss to a minimum.
Straight-Thru couplings
They have no valves in either half and are ideal for maximum flow application. Their smooth, open bore offers the lowest pressure drop of any quick disconnect coupling and allows them to be thoroughly cleaned. Since there are no valves in either half, the fluid flow should be shut off before the coupling is disconnected. Straight-through couplings are used where flow must be unrestricted.
This book deals with hydraulic cylinders of varying designs. The principles of operation, constructional details, and classification of the hydraulic cylinders are explained in detail. This chapter also covers the topics on the position transducers, swing clamp cylinders, applications, design aspects of hydraulic cylinders, advantages, and safety requirements of the cylinders. The book uses the SI system of units.
By Joji Parambath Please click on the image links to go to the book link of Amazon.com
Swing clamp cylinder is a cylinder with a clamping arm. It can swing and clamp. The piston and piston-rod assembly of the cylinder can rotate by a certain angle in the clockwise or anti-clockwise direction during the swing stroke and then travels in a straight line during the clamp stroke.
Figure: Swing cylinder
Courtesy: Hydrokomp
It is meant for the secure and safe clamping and un-clamping of work-pieces without obstruction.
However, the arm should not contact the work-piece during the swing stroke.
Swing cylinders are designed in a single-acting version with an integrated return spring or double-acting version.
In applications where return time is critical, a double-acting cylinder can ensure a positive retraction on a timely basis.
The book deals with power pack components such as hydraulic reservoirs, pumps, pressure relief valves, unloading valves, filters, accumulators, and power pack control units. It also presents the noise reduction techniques for hydraulic systems. Next, the book highlights power packs with standardized assemblies. The book uses the SI system of units.
Please click on the image to go to the book link of Amazon.com
A hydraulic system requires a sufficient amount of high-quality fluid at all times for its efficient operation. A power pack, as shown in Figure below, is the unit that supplies the required fluid to all actuators in the system. It is a custom-designed or pre-engineered assembly consisting of essential and optional components.
The symbolic representation of a basic power pack
The essential components are a reservoir, pump-motor unit, pressure relief valve, and pressure gauge.
The optional components include a heat exchanger, a temperature controller, directional control valves, and filters.
It also consists of necessary instrumentation, and other accessories, such as accumulators, hoses, and quick-disconnect couplings.
The modern way of configuring a power pack is from standardized sub-assemblies.
A power pack may contain multiple pumps, accumulators, a cooling fan, and a heater. A control box with a controller, power switches, and display elements is necessary for the control of the power pack.
The control system may cover the following functions: (1) Starting the standby pump, (2) Changing the operating pump, and (3) Switching the accumulator charging valve.
It is necessary to design hydraulic systems, especially the power units with appropriate noise reduction techniques to reduce the damaging effects of noise.
Note: The detailed explanation of power packs is given in the books mentioned above. Numerical examples are also given in the SI system of units and the English system of units.
The textbook presents information on the construction, installation locations, and specifications of hydraulic filters, in detail.
Please click on the image links to go to the Amazon Website
Hydraulic filters need to be the integral parts of every hydraulic system to ensure the proper operation of the pumps, valves, and actuators in the system. As the requirements of hydraulic systems are demanding, the prescribed cleanliness levels of their fluid media must be achieved under all operating conditions. For this reason, it is essential to understand the different types of hydraulic filters and their performance ratings.
Filters are necessary devices for removing particulate contamination from hydraulic systems. A filter consists of (1) Filter head, (2) Filter bowl, and (3) Filter element. A filter element (or cartridge) is usually made up of steel wire screen, cellulose media, or synthetic glass fibre media. It consists of millions of tiny pores of micron sizes. A filter housing encloses the filter element. It also confines the system fluid within the unit. A filter head holds the filter element and its housing.
Performance Ratings of Hydraulic Filters
The degree of cleanness achieved by the fluid used in a hydraulic system can be linked to the performance of the filter elements used in the system. These elements are rated based on their ability to separate the contaminants of particular sizes from the system fluid, under the specific test conditions. Filter manufacturers publish various filter performance data. The basic parameters specified by the filter manufacturers are the mesh number, Beta (ß) Ratio, filter efficiency, and/or the micron ratings. Besides, there exists an industry-standard called the ‘multi-pass test’ to measure the performance ratings of filters effectively.
The details of cartridge filters, spin-on filters, in-tank filters, in-line filters, duplex filters, off-line filters, and many accessories, such as clogging indicators, bypass valves, and magnets, are systematically explained in the book. The details of the performance ratings and specifications of hydraulic filters are also presented in the book, in detail.
The book highlights all aspects of maintenance, troubleshooting, and safety in pneumatic systems, systematically. A section on energy saving highlights the steps that need to be taken for saving a substantial amount on energy costs.
The book explains all aspects of maintenance, troubleshooting, and safety in hydraulic systems, systematically to make this book more useful on the shop floor.
Please click on the image links to go to the Amazon Website
The primary objective of any preventive maintenance activity on a pneumatic or hydraulic machine (or system) is the prevention of its failure or breakdown. The intelligent management of preventive maintenance of a compressed air plant helps increase plant uptime and reduce unplanned shutdowns. The most general requirements to achieve these goals are as follows:
Know the Machine
The first step involved in the preventative maintenance of the machine is to become familiar with the machine. For that, a maintenance technician should know about the layout of the machine, the routing of lines, the functioning of all the components used in the machine, and the operation of the whole circuit. Once you familiarize the machine, regular maintenance becomes easy.
2. Ensure the Safety
It is imperative to ensure the safety of personnel and equipment while carrying out the preventive maintenance. Therefore, maintenance personnel needs to follow safe practices during maintenance activities.
3. Understand and Follow the Best Maintenance Practices
An understanding of the proper maintenance procedures and the knack to follow them are the pre-requisites for carrying out good preventive maintenance activities. The actual maintenance of the machine must be decided by the complexity of its structure, its operating cycle, and the amount of time available to maintain it.
4. Compile a Maintenance Checklist
It is also necessary to develop and implement a maintenance checklist or schedule for the machine following the best maintenance practices. Lay down the intervals (say daily, weekly, and monthly) at which inspection and servicing activities are to be carried out.
5. Follow Instruction Manual
Trained maintenance personnel should carefully study the instruction manual of the machine supplied by its manufacturer for compiling its maintenance checklist. The machine manufacturer provides only general guidelines, which cannot be taken as the exact maintenance program for meeting the local requirements.
6. Stock Spares
Spares are crucial for the maintenance duty and should be available in handy. Hence, it is a good practice to stock essential spare parts of the machine with proper inventory control to facilitate its fault servicing with minimum interruption to production.